La fabrication des aiguilles au XIXe siècle

L’aiguille, instrument à la fois si simple et si petit, si utile à nos usages, passe par les mains d’une centaine d’ouvriers. Il est intéressant de suivre dans ses détails comment se fabriquer les aiguilles à la fin du XIXe siècle.
Différentes espèces d’aiguilles
Il y a un grand nombre d’espèces différentes d’aiguilles. Les aiguilles à coudre sont distinguées par leurs numéros d’ordre. Parmi les aiguilles ordinaires, celles du n° 1 sont les plus grosses. Les aiguilles assorties ne comprennent habituellement que les dix premiers numéros ; cependant on fait des assortiments jusqu’au n° 12. Les n° 10 à 12 sont employés à la couture des gants fins; on va jusqu’au n° 16 pour les ouvrages en perles. Les aiguilles dites à la coupe, à l’usage des tailleurs, portent les lettres d’ordre de A à F, et les plus grosses sont désignées par les signes 4A, 3A, 2A. En dehors de ces numéros et de ces lettres, il y a les aiguilles que l’on appelait autrefois passe-grosses ou passe-très-grosses; elles n’ont rien de particulier que leur grosseur.
Les aiguilles de chirurgie ont différentes formes, suivant la nature des opérations auxquelles on veut les employer. Des aiguilles spéciales sont employées par le relieur, le gainier, le gantier, l’emballeur, le matelassier, le sellier, le tapissier, la brodeuse, le bonnetier, le voilier, etc. On distingue encore l’aiguille du blanchisseur de cire, l’aiguille à cheveux, l’aiguille pour faire les filets à réseaux de ficelle, l’aiguille à empointer, l’aiguille de châsse des métiers à drap, l’aiguille à mèche des chandeliers, l’aiguille â tricoter, etc. Lorsque les perruques étaient de mode, on se servait beaucoup d’aiguilles, fendues par les deux extrémités pour faire les réseaux sur lesquels les perruquiers appliquaient les tresses des cheveux dans le montage de ces chevelures artificielles.
On employait autrefois des aiguilles particulières à la destruction des loups. On prenait deux aiguilles pointues aux deux bouts; on les mettait en croix, et on les attachait l’une à l’autre avec un crin de cheval qui tendait à les maintenir ainsi croisées. On les repliait avec effort pour les enfoncer dans un morceau de viande, qu’on jetait dans un endroit fréquenté par les loups. Les loups mangent gloutonnement, aussi le morceau de viande, avec les aiguilles qu’il renfermait, était avalé par l’animal goulu. Pendant la digestion, les aiguilles reprenaient leur première position en vertu de l’effort de la ligature en crin, et les piqûres que les quatre pointes de la croix déterminaient dans les intestins, amenaient assez promptement la mort.
Les aiguilles pour la chasse an sanglier sont aussi des fils de fer ou lardons que les valets de chiens pour sanglier doivent porter pour panser et recoudre les chiens que les défenses du sanglier auront blessés.
Histoire des aiguilles
Les plus anciennes d’entre elles sont apparues il y a environ 20 000 ans. Elles sont traditionnellement réalisées à partir de diaphyse d’os longs par la technique du double rainurage, qui vise à extraire une baguette en faisant deux sillons parallèles, réguliers et profonds dans le matériau. Elles sont ensuite appointées à l’une de leurs extrémités et délicatement perforées à l’autre pour faire le « chas ».
Toutefois certaines aiguilles métalliques furent retrouvées dans des tombeaux égyptiens datant de deux mille ans avant J.C.
Suivant le Dictionnaire des origines, l’antiquité grecque et romaine attribuait à une femme l’invention des aiguilles.
Au Moyen Âge, les aiguilliers et aiguillières sont reconnus comme une corporation d’artisans. On en dénombre 26 à Paris en 1300. L’époque est aux aiguilles en laiton ou en bronze, qui permettent des travaux sur des tissus plus fins comparé aux aiguilles en os.
Dans les temps modernes, ce serait en 1545 que les premières aiguilles auraient été fabriquées en Angleterre par un Indien ; le secret de ses procédés, perdu après sa mort, aurait été retrouvé, en 1560, par Christophe Greening. Toutefois, les aiguilles en acier poli auraient pris naissance à Nuremberg, en Allemagne, au XIVe siècle.
Dans l’Histoire de la technologie on en donne quelques indications utiles.
« Il n’est pas douteux que les premières aiguilles régulières n’aient été fabriquées avec un métal battu et étiré ; il semble bien que, façon avec d’abord au marteau sur l’enclume en forme de broche allongée, elles étaient finalement munies, par un recourbement de la tige, d’un œil dans lequel on pouvait faire passer le fil. Mais la dureté et la raideur convenables, le poli et le décroissement de diamètre nécessaire entre l’œil et la pointe manquaient encore à ces aiguilles. Ce fut seulement au commencement du quatorzième siècle, lorsque l’on eut inventé l’art d’étirer le métal et de le passer à la filière, que l’on fut en état d’apporter plus de perfection à leur fabrication. On employait le fil d’archal en le coupant avec des ciseaux, suivant la longueur des aiguilles; une des extrémités de ces tronçons était épointée et l’autre aplatie, pour que l’on pût y pratiquer plus facilement une ouverture. Cette ouverture consistait d’abord en une fente que l’on déterminait par une double coupure pratiquée simultanément des deux côtés, et dans laquelle on entrait le fil. Cette espèce d’aiguille portait, en allemand, le nom de » glufen ». Bientôt on trouva qu’il était meilleur et plus commode de percer l’ouverture à l’intérieur, sauf à la finir à la lime, s’il le fallait.
« Dès l’année 1370, Nuremberg renfermait une corporation d’aiguilliers. Augsbourg en eut aussi quelques années plus tard, et successivement ils se répandirent dans les autres parties de l’Allemagne. Augsbourg avait encore des faiseurs de glufen au quinzième siècle. L’Angleterre, la France et les autres pays apprirent de l’Allemagne l’art de fabriquer les aiguilles à coudre, et même les épingles. Peu à peu l’art de confectionner les aiguilles se répandit. On sentit le besoin de façonner d’une manière particulière le fil destiné à la fabrication des aiguilles, de manière que les aiguilles fussent à la fois dures à la pointe et peu fragiles. Ces perfectionnements sont principalement dus à l’Angleterre , dont les manufactures d’aiguilles étaient déjà très célèbres dans la première moitié du dix-huitième siècle. Ce fut dans ce pays que l’on fit pour la première fois des aiguilles en acier de cémentation, que l’on transformait, au moyen du charbon de bois, en acier allemand, cémenté une seconde fois, et que l’on forgeait enfin en paquets. Peu d’années après, les Anglais trouvèrent aussi le moyen de fabriquer des aiguilles en acier fondu ; ce fut à un certain Sheward que l’on dut les principaux perfectionnements de cet art. »
Industrie des aiguilles en France, avant la Révolution
En Fiance, le nom d’aiguillier se donnait également à l’artisan qui fabriquait les aiguilles, et au marchand qui les vendait. Les aiguilliers formaient, à Paris, une communauté dont les premiers statuts datent du 15 septembre 1599. Par ces statuts, ils sont qualifiés maîtres aiguilliers-aléniers et faiseurs de burins, carrelets et autres petits outils servant aux orfèvres, cordonniers, bourreliers, etc.
Suivant ces statuts, nul ne pouvait être reçu maître avant qu’il eût atteint l’âge de vingt ans ; il devait avoir été en apprentissage pendant cinq ans, avoir servi les maîtres trois ans en qualité de compagnon, et enfin fait un chef-d’œuvre. Les fils de maîtres étaient reçus après un seul examen. Chaque maître était obligé d’avoir sa marque particulière, dont l’empreinte sur table de plomb était déposée chez le procureur du roi au Châtelet.
Vers lu fin du dix-huitième siècle, la communauté des aiguilliers fui réunie à celle des maîtres épingliers. Les lettres-patentes qui consacrent cette fusion sont de 1695. Les jurés des deux communautés réunies furent réduits ou nombre de trois : deux aiguilliers et un épinglier. On fit quelques changements aux statuts , dont la majeure partie resta en vigueur.
Plus tard, les aiguilletiers, c’est-à-dire les fabricants ou marchands de lacets et d’aiguillettes, furent incorporés à la communauté des épingliers-aiguilliers-aléniers-chaînetiers. Les lettres-patentes enregistrées en parlement le 21 août 1764 en font un seul et même corps de métier dont les statuts sont communs.
Les aiguilles de Paris avaient beaucoup de réputation , et l’on a continué à appeler de ce nom une espèce d’aiguilles choisies et de bonne qualité, qui se fait à Aix-la-Chapelle.
Ce fut en 1789 que fut fondée à l’Aigle, en Normandie, la première manufacture d’aiguilles, par M. Boucher qui dirigeait alors une importante tréfilerie de laiton.
La population de l’Aigle était dans les conditions d’aptitude toutes particulières pour cette industrie, puisque, de temps immémorial, elle était adonnée à la clouterie, à la tréfilerie et à la confection des épingles. Cependant les premiers essais n’eurent aucun succès, probablement pour n’avoir pas été suivis avec assez de persévérance.
Industrie des aiguilles en France, depuis la Révolution.
Au commencement de ce siècle, nos manufactures de la rive gauche du Rhin nous dispensaient d’avoir recours à l’étranger. Le rapport du jury de l’exposition des produits de l’industrie en 1806 renferme à ce sujet le passage suivant : « Les Anglais nous fournissaient autrefois des aiguilles à coudre et à tricoter; aujourd’hui elles se fabriquent en France avec autant de perfection que chez l’étranger. Celles qui proviennent des fabriques d’Aix-la-Chapelle et de Borcette, département de la Rhoer, soutiennent la comparaison avec les aiguilles que le commerce estime le plus; elles réunissent à une bonne forme le degré de trempe et le poli nécessaires. Les assortiments sont complets et peuvent satisfaire à tous les besoins. Le jury a décerné une médaille d’or aux fabriques d’aiguilles à coudre et à broder, d’Aix-la-Chapelle et de Borcette. »
En 1815, nous étions, comme aujourd’hui, éloignés du Rhin, et la France de Louis XIV devenait, pour cette industrie, tributaire de l’étranger. Quelques tentatives furent faites, pour nous affranchir de ce tribut, dès les premières années de la restauration. Mais il faut que les aiguilles sorties de nos fabriques aient été pendant longtemps d’une qualité bien inférieure, pour qu’il ne leur ait été décerné aucune récompense avant 1823 par les jurys nommés pour l’examen des produits de l’industrie française. « II y a peu de temps encore, dit le rapport, que la France ne possédait point de manufactures d’aiguilles; aujourd’hui on en compte trois : deux à l’Aigle, dans le département de l’Orne, et une à Paris. Un seul de ces établissements a envoyé des produits à l’exposition; il a été créé en 1820. C’est celui dont nous allons parler. — MM. Sevin de Beauregard et Vanhoutem, à l’Aigle, ont exposé des aiguilles à coudre et à tricoter, qui sont cannelées et percées au moyen d’une machine. Ces aiguilles sont de bonne qualité et d’un prix modique.— Le jury décerne à MM. Sevin de Beauregard et Vanhoutem une médaille de bronze. »
Il ne parait pas que, de 1823 à 1827, le progrès ait été bien sensible; car le jury central se borna à décerner, en 1827, une nouvelle médaille de bronze au même établissement. Nous trouvons seulement, dans le rapport publié à ce sujet, que le procédé mécanique employé pour la cannelure et le perçage produit une grande économie de temps et de main-d’œuvre ; que la machine à canneler opère sur dix-huit mille aiguilles par jour, et la machine à percer sur dix mille, tandis qu’un ouvrier, dans une journée, ne peut faire la tète qu’à quinze cents aiguilles.
Lors de l’exposition de 1834, on constata quelques progrès. Un des exposants de l’Aigle obtint une médaille d’argent pour un ensemble de produits parmi lesquels figuraient des aiguilles. Un autre, de la même ville, reçut la médaille de bronze ; un troisième exposant, d’Amboise (Indre-et-Loire), obtint aussi cette médaille. « Il n’y a pas encore quinze ans, disait le jury, il n’existait pas une seule manufacture d’aiguilles en France. Cette fabrication ne date guère, chez nous, que de 1820; mais elle a fait de rapides progrès et pris de très grands développements. Néanmoins nous tirons encore annuellement de l’étranger pour plus de 1 500 000 fr. d’aiguilles. » On ajoutait que l’on était arrivé, à l’Aigle, à produire des aiguilles « inférieures sans doute à ce que l’Angleterre offre de plus parfait, mais déjà très remarquables ; elles donnent lieu d’espérer que bientôt nous égalerons nos rivaux dans ce genre d’industrie. »
Le rapport sur les produits de l’exposition de 1839 est aussi d’un grand intérêt, et pour les progrès qu’il constate, et pour les détails historiques qu’il donne. Cette année, une médaille d’or fut décernée à M. Cadou-Taillefer.
Trois autres médailles furent encore distribuées en 1839 : une d’argent à un fabricant de l’Aigle, et deux de bronze à des établissements d’Amboise.
L’exposition de 1844 constata de nouveaux progrès. La fabrique de Mérouvel, près l’Aigle, occupait alors près de deux cents ouvriers, tous Français, et produisait chaque année pour 250 000 fr. d’aiguilles. Deux établissements s’étaient créés, l’un à Vaise, près de Lyon, l’autre à Metz, fondés tous deux par des fabricants d’Aix-la Chapelle. Le premier pouvait livrer ses aiguilles à des prix moindres d’un cinquième que celui des aiguilles d’Aix-la-Chapelle ; le second produisait cinq à six cent mille aiguilles par semaine, an prix de 3 fr. à 15 fr. le mille, et sa fabrication totale s’élevait à 130 000 fr. par an. L’un occupait cent cinquante, l’autre soixante-dix ouvriers.
Les aiguilles de ces différentes fabriques, surtout celles de Mérouvel, furent jugées de bonne qualité et propres à soutenir la concurrence étrangère. Le jury fit ressortir le mérite du directeur, M. Victor Vantillard, qui, d’abord simple ouvrier dans cette fabrique, avait su la relever, après que deux sociétés s’y étaient ruinées. Une médaille d’argent fut décernée à M. Vautillard.
Indication détaillée des opérations qu’exige la fabrication des aiguilles en 1850.
– Première série d’opérations : façonnage de l’aiguille brute.
Une aiguille passe, avant d’être livrée au commerce, par les mains de plus de quatre-vingts ouvriers différents. Les nombreuses opérations qu’elle doit subir peuvent se diviser en cinq séries distinctes :
– La première comprend toutes les opérations relatives au façonnage de l’aiguille, c’est-à-dire à la conversion du fil métallique en aiguilles brutes.
– La seconde série a pour objet la trempe et le recuit des aiguilles brutes.
– La troisième série est relative au polissage.
– La quatrième série a pour but d’arriver au triage des aiguilles polies.
– La cinquième enfin comprend l’affinage et la mise en paquets des aiguilles pour les livrer au commerce.
La première série renferme une vingtaine d’opérations distinctes dont voici l’énumération :
1ere opération. Choix des fils. On commence par examiner la qualité des fils d’acier, et pour cela, on en coupe quelques bouts à chaque botte. On les met chauffer dans un four ou poêle dont la grandeur intérieurs est de 40 à 50 cm, et on les trempe dans l’eau froide lorsqu’ils sont rouges; on les casse ensuite entre les doigts pour juger de leur qualité ; on met à part les bottes auxquelles appartiennent les plus cassants; elles servent pour les aiguilles dites anglaises.
2° opération. Calibrage des fils a l’aide d’une jauge dont les fentes représentent toutes les grosseurs des fils dont on a.besoin; on examine si le fil d’une même botte, pris en différents points, est d’une grosseur bien uniforme. Cette opération se fait sans délier les bottes ; on renvoie à la filière celles dont le fil n’est pas rond ou n’est pas égal.
3° opération. Les fils qu’on renvoie à la filière ont d’abord besoin d’être décrassés, c’est-à-dire dépouillés d’un enduit noir dont on les couvre dans les tréfileries pour les garantir de la rouille. Un ouvrier décrasse ces fils à la main en les frottant avec du mâchefer qu’il tient dans un morceau de linge.
4° opération. On passe alors ces fils à la filière; un ouvrier les tire avec une tenaille à la main ; il les graisse avec un peu de lard pour faciliter le tirage.
5° opération. Comme l’opération précédente ne peut se faire sans que la tenaille laisse les marques de sa pression sur les fils, on est obligé, pour les effacer, de faire passer ces fils dans une deuxième filière, et on les étire, cette seconde fois, en tournant le dévidoir sur lequel on les fait enrouler, afin que le fil puisse y passer sans éprouver une grande résistance.
Chaque usine est donc pourvue d’une tréfilerie qui donne au fil entré brut le calibre convenable pour les différentes espèces d’aiguilles. Des engrenages mettent en mouvement des cylindres verticaux, autour desquels s’enroule le fil à mesure qu’il sort de la filière.
6° opération. Dévidage des bottes de fil d’acier. Ici commence, à proprement parler, le façonnage de l’aiguille brute. On place une botte de fil d’acier sur un dévidoir dont la forme est celle d’un cône tronqué, tournant autour d’un axe vertical, la petite base en haut, afin que la botte puisse s’arrêter à une hauteur quelconque proportionnée à son diamètre ; on développe le fil sur un rouet composé de quatre bras en croix, longs chacun de 1,60 m., et qu’on fait tourner à l’aide d’une cheville placée au milieu de la longueur d’un des bras, et servant de manivelle.
7° opération. On ôte ensuite la nouvelle botte de fil qui enveloppe le rouet; on la coupe en deux endroits diamétralement opposés, soit à l’aide d’une cisaille à main, soit à l’aide d’une cisaille mue mécaniquement. Il en résulte deux faisceaux composés de quatre-vingt-dix ou cent fils longs de 2,60 à 2,70 m.
8° opération. Ces faisceaux de fils sont alors coupés en morceaux d’une longueur égale à celle de deux aiguilles, et même un peu plus grande. La cisaille mécanique qui sert à cette opération, donne une vingtaine de coups par minute ; il faut deux coups successifs pour couper le faisceau de cent fils ; le coup suivant est perdu; de sorte qu’en dix heures la machine coupe plus de quatre cent mille bouts de fil d’acier, qui doivent servir à faire plus de huit cent mille aiguilles.
9° opération. Les fils, coupés de la longueur de deux aiguilles, sont en partie pliés et courbés ; il faut les redresser : c’est ce qu’on fait rapidement, et d’une manière aussi simple qu’ingénieuse, à l’aide d’un banc à presser, de deux anneaux et d’une règle à jour.
Cette opération consiste :
– 1° à placer dans deux anneaux cinq à six mille fils bien serrés et bien pressés ;
– 2° à poser le rouleau ou faisceau qui en résulte sur un banc uni, couvert d’une plaque de fonte, après avoir chauffé préalablement ce rouleau jusqu’au rouge cerise, dans un four établi à cet effet;
– 3° à appliquer dessus une règle à jour appelée râpe, de manière que les deux anneaux se trouvent dans les intervalles de la règle, et faire aller et venir cette règle cinq ou six fois en appuyant sur le faisceau, ce qui le fait tourner sur lui-même et redresse presque en un clin d’œil tous les fils qui le composent. Au lieu de faire cette opération avec la règle à main, on la fait plus promptement et mieux avec une règle à bascule. La plaque de fonte est recouverte de sable que l’on puise, à l’aide d’une spatule, dans la caisse placée à coté. Lorsqu’un paquet est redressé, l’ouvrier appuie le pied sur la pédale : la bascule joue, la râpe est soulevée, et on enlève facilement le rouleau.
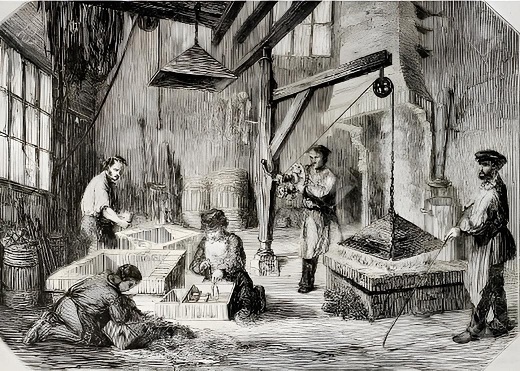
10° opération. Les fils dressés sont portés à l’aiguiserie. L’aiguiserie ou empointerie consiste ordinairement en 28 ou 30 meules distribuées dans les divers étages d’un bâtiment, et mues par une seule roue hydraulique ou par une machine à vapeur. .
Les meules ont 50 centimètres et 12 à 13 centimètres d’épaisseur ; elles sont de grès quartzeux, de couleur grise tirant sur le blanc, d’un grain brillant et d’une dureté moyenne. Comme ces meules tournent avec une grande vitesse, et qu’elles sont sujettes à éclater, leur partie antérieure est cachée par une tôle forte, ouverte au milieu sur une hauteur de 20 cm et une largeur un peu plus grande que l’épaisseur des meules.
Chaque, ouvrier qui est assis vis-à-vis de chaque meule prend en ses mains, entre le pouce et l’index, cinquante ou soixante fils, et les présente par un bout sur la partie découverte de la meule ; il appuie sur ces fils, à l’aide d’un doigtier de cuir fort qu’il fait aller et venir pour leur imprimer à tous à la fois un mouvement de rotation sur eux-mêmes, ce qui est nécessaire pour que les pointes soient coniques. L’habileté de l’ouvrier consiste à prendre à la fois le plus grand nombre de fils, et à leur imprimer un mouvement de rotation bien régulier pour que la conicité soit parfaite.
Ce premier travail sur la meule se nomme dégrossissage. Les fils, échauffés par le frottement de la meule, rougissent bientôt ; l’ouvrier les éteint dans une caisse pleine d’eau qu’il a près de lui, et il continue de dégrossir les pointes d’autres fils. L’ouvrier, pour garantir sa vue des étincelles brûlantes qui s’éparpillent en tous sens, porte sur la tête un chapeau dont le large bord , rabattu sur son visage, est percé pour recevoir un verre de 12 à 15 centimètres de longueur et do 5 à 6 centimètres de largeur.
On emploie encore, à l’exemple des Anglais, un garde-vue plus commode ; c’est un carré de verre dont le cadre en fer est mobile : l’ouvrier le place devant la meule, et se garantit ainsi du danger des étincelles. Sa mobilité facilite le nettoyage, et sa grandeur permet de voir tout l’ensemble de l’opération.
Les meules sont tendres et friables, et elles s’usent rapidement et inégalement. Il faut souvent les retailler. Lorsque ce cas arrive, l’ouvrier prend un charbon qu’il tient dans une position fixe près de la meule qui tourne, et de manière à marquer eu noir les endroits saillants qui ont besoin d’être enlevés; il fait ensuite arrêter la meule, et se sert d’une espèce de pioche avec laquelle il pique la meule et abat tout ce qui a été marqué par le charbon.
11° opération. Les fils empointés par les deux bouts reviennent au premier atelier ; on les coupe alors en deux pour en faire deux aiguilles. On se sert pour cela d’une petite plaque de cuivre à rebords sur deux côtés, et ayant tout justement la longueur d’une aiguille. On y place un certain nombre de fils empointés, et on les coupe tous à la fois au ras de la plaque, à l’aide de la cisaille à main, qu’on fait mouvoir, dans ce cas, avec le genou ; on remet ensuite sur la même plaque de cuivre la partie restante de ces fils, en ayant soin de faire appuyer toutes les pointes sur le rebord, et on coupe de même d’un seul coup tout ce qui excède la plaque , ce qui donne un léger déchet; mais ce déchet est indispensable : on se rappelle (8° opération ci-dessus) qu’on a donné aux fils une longueur un peu plus grande que celle de deux aiguilles. Les empointeurs usant toujours plus ou moins les fils, ces fils seraient souvent trop courts si on ne leur donnait que la longueur juste de deux aiguilles.
12° opération. Les aiguilles, coupées de la longueur précise qu’elles doivent avoir, ont été rangées parallèlement les unes sur les autres dans de petites boîtes de carton ou de bois. Ou porte ces boites à l’ouvrier chargé d’aplatir la tête des aiguilles. Celui-ci, assis vis-à-vis d’une table sur laquelle est fixé un tas d’acier de forme cubique et de 8 à 9 centimètres de côté, prend de la main gauche 20 ou 25 aiguilles entre le pouce et l’index, et les arrange en forme d’éventail, c’est-à-dire les pointes serrées sous le pouce et les têtes plus écartées au dehors ; il pose les têtes sur le tas d’acier, et, saisissant de la main droite un petit marteau à tète plane, il frappe plusieurs coups successifs sur toutes les têtes et les aplatit en un instant, ce qui se nomme palmer. L’ouvrier range ces aiguilles ainsi aplaties dans une boite, et continue la même opération sur d’autres aiguilles.
13° opération. Les têtes palmées des aiguilles se sont écrouies par le choc du marteau, et elles courraient le risque de se fendre ou de se casser lorsqu’on les percera, si on ne les faisait recuire auparavant. Ou les porte donc dans un four, on les en retire quand elles sont chaudes, et on les laisse se refroidir lentement.
14° opération. Les têtes ainsi recuites, on les perce avec un poinçon. Ce poinçon est d’acier, et il a la forme et les dimensions qu’on veut donner à l’œil ou au trou des aiguilles.
Un enfant, assis devant une table garnie d’un tas ou petite enclume d’acier, prend de la main gauche une aiguille et le poinçon ; il pose la tête de l’aiguille sur le tas et le poinçon sur la tête de l’aiguille , et frappe aussitôt un coup de marteau sur le poinçon; puis, retournant l’aiguille et y appliquant le poinçon de manière à rencontrer le trou commencé sur le côté opposé, il frappe un second coup. Celte opération se nomme marquer.
15° opération. Les aiguilles marquées passent dans les mains d’un autre enfant, dont la fonction est de troquer les aiguilles, c’est-à-dire d’enlever le petit morceau d’acier qui reste encore dans leur tête.
Cet enfant a devant lui deux petits tas, l’un de plomb et l’autre d’acier. Il place la tête de l’aiguille sur le premier tas, et, y appliquant ensuite un poinçon, il frappe dessus et fait entrer dans le plomb le petit morceau d’acier. Il pose alors à plat sur le second tas le poinçon et l’aiguille que ce poinçon traverse, et, frappant un coup sur chaque côté, il fait prendre à l’œil ou trou de celle-ci la forme exacte de celui-là.
Ces deux opérations, 14° et 15°, se font avec beaucoup plus de vitesse qu’il n’en faut pour les décrire. Les enfants à qui elles sont confiées sont si adroits, qu’ils se font un jeu de percer avec un poinçon le cheveu le plus fin, et de faire passer un autre cheveu au travers.
16° opération. Un ouvrier qu’on nomme évideur s’empare ensuite des aiguilles pour faire la cannelure ou coulisse longitudinale et en arrondir la tête. Les instruments dont il se sert consistent :
– En une petite lime plate qui a la forme d’une petite hache dont le tranchant est taillé en scie ; elle sert à faire la cannelure ;
– En une lime carrée taillée sur ses quatre faces; elle sert pour arrondir la tête des aiguilles ;
– En une pince à bride ; elle sert à tenir l’aiguille ;
– En un tasseau ou enclumeau de bois fixé sur la table et portant deux entailles, l’une angulaire, l’autre demi-cylindrique.
L’ouvrier place une aiguille dans la pince, de manière que l’œil corresponde au côté plat de cette pince. Il appuie ensuite la tête de l’aiguille dans l’entaille angulaire, ayant soin que l’œil de l’aiguille soit placé horizontalement. Dans le même instant il prend de la main droite la lime, la pose à plat sur le tasseau, l’approche de l’aiguille, et creuse en deux coups la coulisse longitudinale ; puis, tournant l’aiguille sur elle-même sans la déplacer, il présente à la lime le côté opposé, et y creuse une coulisse semblable.
Il reste alors à arrondir la tète : l’ouvrier, tenant toujours de la main gauche la pince et l’aiguille, pose la tète de celle-ci dans l’entaille demi-cylindrique, et avec la lime carrée qu’il appuie sur le tasseau il arrondit la tête de l’aiguille en deux ou trois coups. Il desserre ensuite, avec le petit doigt gauche, la bride de la pince qui tient l’aiguille, et jette celle-ci sur la table.
17° opération. Toutes les aiguilles évidées, jetées sur la table sont mises ensuite pèle-mêle et sans ordre dans une espèce d’auge plate, légèrement concave au fond. Un ouvrier debout prend en ses mains cette auge, l’agite horizontalement de droite à gauche, d’arrière en avant, et ces mouvements d’oscillation et de trépidation, répétés plus ou moins vite et dans des directions convenables, ramènent l’ordre parmi les aiguilles; en un instant et comme par magie, elles viennent toutes se ranger parallèlement les unes aux autres sur le côté que l’ouvrier tient appuyé sur son ventre. Cette méthode simple et ingénieuse n’est pas ancienne : elle n’est connue que depuis une cinquantaine d’années; l’on était obligé auparavant de ranger les aiguilles à la main.
18° opération. Ici finit le façonnage ordinaire de l’aiguille brute. Mais il y a quelques espèces d’aiguilles qui exigent deux opérations de plus : ce sont celles sur lesquelles on met une marque particulière pour indiquer leur qualité ou le soin avec lequel elles ont été travaillées ; telles sont celles dites à l’y, à la coupe, etc. Pour imprimer une marque sur les aiguilles, on en prend quinze on vingt entre le pouce et l’index de la main gauche, comme lorsqu’il s’agit de les palmer. On les présente successivement sur un tas ou petite enclume qui porte en relief l’empreinte qu’on veut donner à l’aiguille , et on les estampe rapidement avec un coup de marteau.
19° opération. L’opération précédente déforme les aiguilles et les plie ; on les redresse une à une en les faisant rouler sur elles-mêmes sur une table de fonte unie et sous une règle de fer, et on les jette toutes dans une boîte.
20° opération. Les aiguilles sont alors pêle-mêle dans la boite; mais il ne faut qu’un instant pour les arranger parallèlement les unes aux autres, quel que soit leur nombre, fût-il de vingt ou trente millions. C’est ce que fait un ouvrier en renouvelant la 17e opération.
Variantes et procédés nouveaux dans la première série d’opérations.
On emploie actuellement à l’Aigle, et probablement aussi dans d’autres établissements à l’étranger, une série de procédés remarquables, à partir de la dixième opération; Ces procédés diffèrent des précédents, surtout en ce qu’on emploie des moyens mécaniques et en ce qu’on place dans un autre ordre les diverses phases de la fabrication. Ainsi la séparation des aiguilles jumelles ne se fait qu’après le palmage, le perçage et l’évidement.
Avec le mécanisme au moyen duquel on produit l’estampage. L’aiguille jumelle est placée de telle sorte que son milieu, portant sur un petit bloc d’acier, correspond à un poinçon placé à la partie inférieure d’un mouton, ou poids considérable en fonte de fer. L’estampeur appuie le pied sur un étrier, soulève le mouton et laisse brusquement retomber celui-ci sur l’aiguille sur laquelle l’empreinte dessine aussitôt les deux tètes et la place du trou appelé chas en langage de fabrique. Un homme fait de neuf à dix mille estampages dans sa journée, ce qui correspond à dix-huit ou vingt mille aiguilles. Après l’estampage, l’attache qui reste entre les deux tôles est très mince.
Le perçage est une opération tout à fait analogue à la précédente. L’ouvrier(ère) agit à l’aide d’un levier sur un poinçon à double pointe, adapté au bout d’une vis de pression, et les deux pointes viennent percer à jour sur chacune des deux aiguilles du couple le chas, qui n’était encore qu’indiqué par la première opération.
Au fur et à mesure du percement les aiguilles sont prises par une fillette qui les enfile dans deux broches de fer. Les broches ont de 15 à 20 centimètres de longueur.
C’est alors que l’on procède à la séparation des aiguilles jumelles. Pour cela, on applique les rangées d’aiguilles enfilées dans les broches, sur une petite tablette à deux versants, comme un toit de maison. La double rangée ressemble ainsi à un fragment d’arête de poisson. On maintient les aiguilles au moyen d’un cadre en cuivre dont l’une des extrémités tourne autour d’une charnière, et dont l’autre extrémité porte une chaîne fixée à une pédale sur laquelle presse le pied de l’ouvrier.
Quand les deux côtés des attaches sont limés, on brise facilement ce qu’il en reste, et en opérant sur une rangée d’aiguilles simples, on achève de donner la forme brute à la tète.
Atelier de cémentation
La fabrication française diffère encore en un point très essentiel de la majeure partie des fabrications étrangères. Celles-ci emploient, le fil d’acier qui leur est livré brut par les tréfileries. En France, le fil d’acier ne se fabrique pas en grand, et l’on opère sur du fil de fer, sauf à convertir plus tard l’aiguille de fer en acier. C’est sur l’aiguille brute amenée au point qui vient d’être décrit que l’on effectue la manipulation appelée cémentation, par laquelle le fer se combine avec une certaine quantité de carbone, de manière à devenir de l’acier. On range également dans une espèce de boîte ou de marmite en fonte une quantité de deux à trois cent mille aiguilles séparées par des lits de charbon de bois ; on place cette boite dans un four, et on y lute (fermer, boucher hermétiquement) le couvercle de manière à donner lieu à la plus faible déperdition possible de calorique. La cuisson dure sept à huit heures, au bout desquelles on laisse le four refroidir lentement. Alors on a des aiguilles dont le corps s’est imprégné de charbon de la surface vers le centre, et qui sont devenues de l’acier par voie de cémentation. Comme dans cette opération et dans quelques-unes des précédentes, leur rectitude a pu être altérée, on profite de la malléabilité que l’acier possède à chaud pour les redresser au feu encore une fois, à la râpe.
Variantes et procédés nouveaux
Or un fil de fer cémenté n’a jamais l’homogénéité, la finesse de grain d’un fil provenant de l’étirage d’un morceau d’acier. Aussi l’absence de tréfileries d’acier s’est-elle toujours fait sentir en France d’une manière fâcheuse, surtout en ce qui concerne la fabrication des aiguilles. Dès l’année 1804, à une époque où les manufactures d’Aix-la-Chapelle et de Borcette (Burtscheid) étaient françaises, la Société d’encouragement signalait le mal. « La France, disait le programme du prix proposé sur ce sujet, possède un grand nombre de tréfileries; néanmoins aucune ne fabrique encore le fil d’acier à l’usage des manufactures d’aiguilles. Cependant il importe aux progrès de ces précieuses manufactures qu’elles ne puissent jamais être privées de la matière première, sans laquelle leurs travaux seraient paralysés… » « « En général, le fil de fer et d’acier doit être uni et conserver la même grosseur d’un bout à l’autre dans chaque degré de finesse. Le fil d’acier pour aiguilles doit être d’un grain fin, homogène et susceptible de prendre la forme d’aiguille sans se briser; il faut aussi qu’il puisse supporter l’opération du recuit sans perdre sa qualité acéreuse, et qu’il prenne à la trempe la dureté convenable. »
A la suite de ce programme, un prix de 3000 francs était promis au fabricant qui en remplirait le mieux les conditions. Pour obtenir ce prix, il fallait non-seulement présenter les meilleurs échantillons de fil de fer et d’acier fabriqués dans tous les degrés de finesse nécessaire aux besoins des fabricants de cardes et d’aiguilles, mais prouver en même temps qu’ils provenaient d’un établissement monté en grand, et pourvu de tous les moyens de fournir ces deux qualités de fil aux manufactures et au commerce, au prix qu’ils coûtent venant de l’étranger. Jamais ce prix n’a pu être décerné, et on a fini par le retirer complètement.
– Seconde série d’opérations ; Trempe.
Les aiguilles façonnées sont soumises à un premier examen qui en fait rejeter un certain nombre. Celles qui sont reçues subissent neuf opérations constituant la seconde série.
1ere opération. On pèse par tas de 15 kilogrammes environ , ce qui fait depuis 250 jusqu’à 500 000 aiguilles. On met ces tas dans des boîtes séparées, et on les porte dans l’atelier de trempage. Cet atelier contient :
– 1° un fourneau garni d’une grille pour recevoir le charbon, de deux barreaux de terre cuite pour porter les plateaux qui contiennent les aiguilles, et d’une cheminée avec un régulateur qui permet de maîtriser la marche du feu;
– 2° des cuveaux ou chaudrons de cuivre toujours pleins d’eau froide et munis d’un robinet d’écoulement ;
– 3° une table sur laquelle sont déposées les boîtes pleines d’aiguilles et les plateaux sur lesquels on les arrange ;
– 4° un ou plusieurs poêles on fonte, couverts d’une table de même métal, lutés en terre dans tout leur pourtour.
2° opération. Un ouvrier étend les aiguilles sur les plateaux, à raison d’environ dix mille pour chaque, et les arrange parallèlement à la longueur de ceux-ci.
3° opération. Le trempeur place ensuite deux plateaux chargés d’aiguilles sur les barreaux de terre cuite du fourneau; il chauffe au charbon de bois jusqu’à ce que les aiguilles aient atteint la couleur du rouge cerise, si elles sont grosses ou moyennes, et jusqu’à un degré moindre, si elles sont fines. Alors il retire un des plateaux à l’aide d’une pince, le porte au-dessus du baquet rempli d’eau, l’incline et jette les aiguilles en les éparpillant circulairement, de manière que tombant séparément pour ainsi dire, toutes reçoivent la même trempe. Lorsqu’il a jeté de même les aiguilles de l’autre plateau, il vide les deux cuveaux, enlève les aiguilles avec deux crochets ou mains de fer, et les dépose pêle-mêle dans une boîte. Ensuite il place au four d’autres plateaux, remplit d’eau les deux cuveaux, et continue de la même manière.
4° opération. Un autre ouvrier prend la boîte où l’on a jeté les aiguilles trempées, et il les met en ordre en exécutant la 17e opération de la première série.
5° opération. Les aiguilles qui viennent de subir la trempe sont trop cassantes pour être employées dans cet état. Le recuit leur donne de l’élasticité sans les rendre trop molles ni pliantes. Mais avant de les recuire, il faut leur enlever la crasse dont l’opération de la trempe les a couvertes.
Un ouvrier place 15 à 20 000 aiguilles tant à côté les unes des autres que bout à bout dans une toile serrée. et en fait un rouleau qu’il étrangle et lie par les deux extrémités. Il met ce rouleau sur une table et le fait rouler en avant et en arrière, en appuyant dessus avec un bâton ou une règle qu’il fait aller et venir; puis il trempe ce rouleau dans un seau d’eau, le remet sur la table, et le fait rouler de nouveau pendant quelques instants. Alors la crasse se détache successivement , et l’aiguille est assez nettoyée pour l’opération suivante.
6° opération. On porte les rouleaux d’aiguilles près des poêles à recuire, on ouvre et on développe ces rouleaux. Deux ouvriers à chaque poêle, l’un d’un côté, l’autre de l’autre, disposent les aiguilles encore mouillées sur la table de fonte du poêle, et en font chacun deux rangées parallèles épaisses de 8 à 10 millimètres environ , longues de 50 à 60 cm. Leur besogne est de rouler sans cesse les aiguilles sur elles-mêmes, en appuyant dessus avec une règle de fer courbée, les pressant et les ramenant, afin que les aiguilles supérieures descendent au-dessous, que les inférieures remontent au-dessus, et que toutes soient chauffées uniformément. Quand on juge que le recuit est terminé , ce que l’on reconnaît à la couleur d’un bleu nuancé que prennent les aiguilles, on les pousse hors de la table du poêle, et on les jette dans une sébile placée au bas.
7° opération. Ces aiguilles ainsi mêlées, sans ordre, sont aussitôt rangées parallèlement les unes aux autres par une opération semblable à la 17e de la première série.
8° opération. Comme la trempe a déformé une partie des aiguilles, il faut les redresser. On les prend une à une entre l’index et le pouce de la main gauche, et en les roulant, on reconnaît celles qui sont courbées ; on les redresse aussitôt sur un tas d’acier à l’aide d’un marteau particulier, et on les jette dans une boite. Ce marteau a un manche très court et placé obliquement, afin que l’ouvrier qui le tient très près delà tête, puisse le manœuvrer aisément sans trop coucher le poignet, et ne donner que de petits coups.
9° opération. On arrange ensuite les aiguilles jetées dans la boîte en exécutant pour la quatrième fois la 17e opération de la première série.
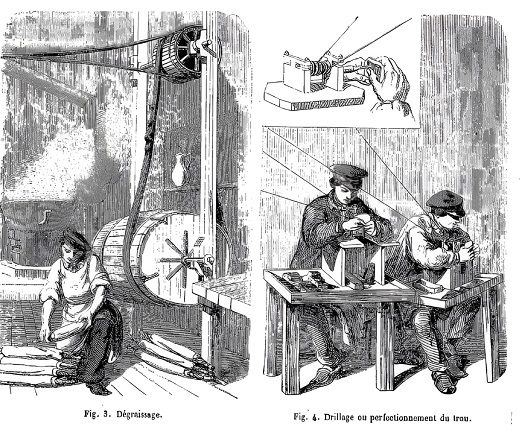
Il y a quelques variantes dans les procédés précédents : ainsi la trempe peut se donner dans un bain de plomb chauffé au rouge. A l’Aigle, on jette les aiguilles rougies à blanc dans un bain d’huile chaude, d’une chaleur supportable à la main. Ensuite, pour dégraisser les aiguilles, on les vanne avec de la sciure de bois; enfin le recuit s’opère dans un fourneau semblable à ceux qui servent à brûler du café, mais garni à l’intérieur de pointes très saillantes pour diviser les aiguilles et les empêcher de s’accumuler.
– Troisième série d’opérations ; Polissage.
Le polissage est l’opération la plus longue dans la fabrication des aiguilles. On fait la cannelure, on perce le trou en un clin d’œil ; mais il faut beaucoup de temps et une dépense assez notable de force et de matière pour rendre la surface de l’aiguille lisse, unie et brillante. Il est vrai que la lenteur de l’opération est compensée par la multitude d’aiguilles qui la subissent à la fois. On perce les aiguilles une à une, on les palme par vingtaines, on les trempe par milliers; mais on les polit par centaines de milliers, et même par millions. Les paquets ou rouleaux soumis au polissage en contiennent jusqu’à 500 000 chaque, et la même machine, dirigée par un seul homme et qu’un courant d’eau fait agir, polit en même temps vingt ou trente paquets, c’est-à-dire dix ou quinze millions d’aiguilles.
L’opération principale du polissage se subdivise en trois autres séries d’opérations : la première consiste à former les paquets ou rouleaux d’aiguilles ; la seconde à les placer sur les tables du polissoir; la troisième à nettoyer les aiguilles.
Les principaux instruments et les machines principales qui servent au polissage sont :
– 1° une table garnie d’une auge ou moule à faire les rouleaux on paquets d’aiguilles ;
– 2° une machine ou moulin à polir;
– 3° un tonneau à dégraisser, mobile autour de son axe;
– 4° un van en cuivre ;
– 5° un baril de cuivre monté aussi sur un axe.
Lorsque les aiguilles ont été trempées, recuites et dressées, on les porte dans l’atelier destiné à la confection des rouleaux ; on place deux ou trois carrés de toile qui ont déjà servi à cette opération dans l’auge, de manière qu’ils couvrent le fond et les côtés intérieurs, et qu’ils débordent en dehors; on augmente l’épaisseur de l’enveloppe avec plusieurs bandes de toile longitudinales. Sur le fond, on étend une couche,soit de petites pierres de schiste quartzeux micacé, de silex, d’émeri, de pierre calcaire compacte ou même de potée d’étain quand on veut donner aux aiguilles un poli blanc. On range par-dessus, et dans le sens de la longueur du rouleau, une couche d’aiguilles épaisse d’un centimètre, et longue d’environ 45 centimètres, ce qui exige sept ou huit longueurs d’aiguilles ordinaires. On recommence une couche de petites pierres, puis un lit d’aiguilles, et ainsi de suite jusqu’au cinquième lit d’aiguilles, que l’on recouvre d’un sixième lit de petites pierres, et on verse sur le tout environ un demi-litre d’huile de colza. On replie alors la toile par les deux bords, puis par les deux bouts, et on ferme le rouleau dont on étrangle les deux extrémités. Quand un certain nombre de rouleaux ont été préparés de cette manière, deux hommes les prennent successivement et achèvent de les lier ou de les serrer étroitement à l’aide d’une forte ficelle que l’on serre autour de chaque rouleau, de manière à lui faire décrire une suite de spires qui se recouvrent mutuellement. Dans cet état, les rouleaux sont envoyés à l’atelier de polissage.
Le polissoir est composé de deux chariots roulant sur des madriers de chêne, au moyen de roues à rainures maintenues par des rails. Un des deux chariots s’avance pendant que l’autre recule. Chaque rouleau, enfermé dans un compartiment qui correspond à l’un des montants verticaux du bâtis en charpente, roule continuellement tantôt dans un sens, tantôt dans l’autre, soumis à la forte pression de la table du chariot. Les cailloux enfermés à l’intérieur s’écrasent peu à peu, et leur frottement finit par donner à l’aiguille le poli dont elle a besoin.
Lorsque les rouleaux d’aiguilles ont ainsi tourné sur eux-mêmes entre les tables à polir, pendant dix-huit à vingt heures, on les enlève, on les délie, on les déploie ; on en retire les coquilles toutes grasses et couvertes de cambouis; on les verse dans une sébile, on les recouvre de sciure de bois ou de paille hachée, et on les introduit dans le tonneau. Là, elles sont soumises à un mouvement de rotation prolongé jusqu’à ce qu’elles soient ressuyées et dégraissées sur toute leur surface, et que leurs trous soient débouchés.
Du tonneau, on les fait tomber dans le van de cuivre qu’on a eu soin de placer dessous. Le vannage s’opère comme celui du grain. La sciure vole, les pierres se séparent, les aiguilles restent au fond du vase : elles sont déjà ressuyées et presque sèches. On les verse dans un tiroir, on les met en ordre en exécutant pour la cinquième fois la 17e opération de la première série, et on les porte ensuite à l’ouvrier qui est chargé de faire les rouleaux d’aiguilles.
On fait alors des rouleaux semblables aux premiers, on les renvoie au moulin à polir, on roule pendant vingt heures, on dégraisse à la sciure de bois dans le tonneau, on vanne, on range et on fait de nouveaux rouleaux. On recommence ainsi sept fois de suite la même série d’opérations ; on la fait même dix fois ; seulement on varie la composition de la substance flottante dans les rouleaux. La huitième fois, les aiguilles ne sont arrosées que d’huile et roulées pendant six heures ; la neuvième et la dixième fois, on emploie des lits de son de froment gros, sec et dépouillé de farine, et on ne roule encore que peu d’heures.
On termine enfin le polissage en essuyant les aiguilles une à une avec un linge.
Le polissage comprend donc cinq opérations distinctes qui se répètent chacune dix fois, et une dernière opération qui ne s’exécute qu’une fois, savoir:
– 1° confection des rouleaux;
– 2° position des rouleaux sur les tables du moulin à polir ;
– 3° dégraissage dans le tonneau ;
– 4° vannage ;
– 5° arrangement des aiguilles ;
– 6° essuiement des aiguilles.
– Quatrième série d’opérations; Triage des aiguilles polies
La plupart des opérations précédentes donnent lieu à un certain déchet, et l’un des soins de l’ouvrier, en recevant les aiguilles pour les soumettre à une nouvelle main-d’œuvre, consiste à rejeter toutes celles qui sont sorties défectueuses des épreuves qu’elles ont subies ; mais le principal déchet a lieu au polissage. Les rouleaux qui reviennent du moulin à polir ne sont plus serrés et ronds comme lorsqu’ on les y avait portés. Ils se sont aplatis; les aiguilles ne sont plus dans le même ordre; plusieurs sont piquées dans la toile qui les enveloppe ; beaucoup sont croisées, et les pointes même de quelques-unes traversent les trous de quelques autres. Toutes sont émoussées, et lorsqu’elles ont été exposées dix fois, dans des rouleaux successifs, à l’action des polissoirs, on compte, en général, 1/10 d’aiguilles cassées et 1/10, d’aiguilles courbées et pliées.
Les aiguilles polies passent dans un atelier particulier qu’on a soin de tenir toujours sec, afin qu’elles ne soient pas exposées à se rouiller; là elles subissent cinq opérations.
1ere opération. Elle a pour objet de détourner les aiguilles, c’est-à-dire de mettre toutes les têtes du même côté. En même temps, l’ouvrier rejette les aiguilles cassées par le milieu.
2° opération. Un second ouvrier prend les aiguilles détournées et les étale sur une table ; il sépare celles qui sont cassées à la tête. Il est en outre chargé de faire deux qualités d’aiguilles, en raison du poli plus ou moins brillant.
3° opération. Un troisième ouvrier est chargé de mettre à part les aiguilles dont la pointe est cassée, sauf à les appointer de nouveau.
4° opération. On redresse au marteau et sur une petite enclume de bois les aiguilles qui sec sont courbées pendant le polissage.
5° opération. On sépare chaque espèce d’aiguilles en trois tas, selon leurs diverses longueurs. Cette opération s’exécute, promptement et simplement au tact ; elle pourrait être confiée à un aveugle.
– Cinquième série d’opérations ; Derniers tours de mains, et mise en paquets.
Cette cinquième série d’opérations paraît avoir reçu des changements ou plutôt des additions notables depuis une cinquantaine d’années, autant du moins que l’on peut juger par la comparaison de ce qui se fait aujourd’hui à Laigle et à Aix-la-Chapelle , avec la description que M. Baillet, inspecteur général des Mines, a donnée de l’art de l’aiguillier dans les Annales des arts et manufactures en l’an IX. Cette description, faite avec un remarquable talent mais elle n’accorde aucune mention aux opérations importantes du bronzage, du drillage et du brunissage.
1° opération : le bronzage. Un enfant aligne sur une table de cuivre un certain nombre d’aiguilles, les têtes dehors, et l’ouvrier vient appliquer en dessous des têtes une barre de fer rouge dont la chaleur détermine l’apparition d’une couleur bleue, utile au drilleur dans l’opération qui va suivre, et à la personne qui, se servant de l’aiguille, veut y entrer le fil. L’espèce de support à mouvement oscillatoire, qui est employé à cette opération, porte, d’un côté, la barre de fer rouge, et est tenu de l’autre par la main gauche de l’ouvrier qui dirige son opération de cette main ; la main droite n’est employée qu’à tenir le fer rouge qui détermine le bronzage.
2° opération : le drillage. On appelle ainsi l’achèvement ou l’arrondissement du chas, œil ou trou. Sur une plaque mince de cuivre, on range une trentaine d’aiguilles que l’on maintient avec les deux pouces, tandis que l’index de chaque main soutient la plaque par dessous. Le chas était déjà percé, mais bien imparfait ; l’ouvrier le présente à la drille, espèce de burin d’acier très fin, animé d’un mouvement de rotation rapide qui arrondit le trou et régularise les bords, de manière à empêcher le fil d’être coupé. Il faut pour cette main-d’œuvre beaucoup d’attention, du coup d’œil et une grande habitude. La rangée s’avance successivement de gauche à droite, et tout est fini.
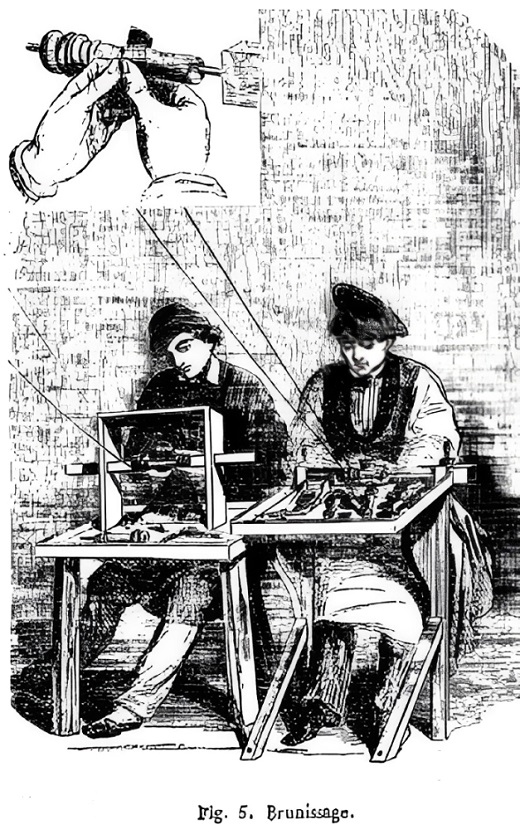
3° opération : le brunissage. Cette main-d’œuvre, la dernière de la confection, à proprement parler, ne laisse pas d’être fort importante. Elle consiste à donner le poli le plus fin à l’aiguille, sur une bobine de buffle, recouverte de matières pulvérulentes d’une nature variable, mais qui toutes remplissent le même but. C’est dans le brunissage qu’excellent les ouvriers anglais.
4° opération : la mise en paquets. Elle se subdivise elle-même en sept autres :
– 1° On coupe le papier en petits carrés d’une grandeur proportionnée aux aiguilles, en général de dimension triple de la longueur de l’aiguille. Le papier est bleu ou violet, d’une composition particulière qui le rond peu susceptible d’attirer l’humidité.
– 2° Un enfant plie ces papiers au tiers, et forme le premier pli.
– 3° Un ouvrier compte cent aiguilles et les met dans un des plateaux d’une petite balance ; il met en même temps dans l’autre plateau des poids équivalents au poids des cent aiguilles ; puis il verse celles-ci dans un des papiers dont le premier pli a été fait par l’opération précédente. Il continue à peser des poids égaux aux cent premières aiguilles, et il obtient ainsi successivement des centaines d’aiguilles.
Le comptage des aiguilles est une opération longue, fastidieuse et sujette à erreur quand elle se fait à la main. C’est pour l’éviter que l’on fait ces pesages successifs ; mais on perd peut-être alors en précision ce que l’on gagne en promptitude. Heureusement on peut opérer mécaniquement d’une manière très simple. Il suffit d’employer la règle en fer imaginée par un Allemand, M. Pastor. Le bord supérieur de cette règle porte des cannelures proportionnées à la grosseur des aiguilles ; les cannelures sont assez larges et assez profondes pour qu’en jetant dessus une certaine quantité d’aiguilles que l’ouvrier tient entre le pouce et l’index, il ne s’en loge qu’une à la fois dans chaque cannelure.
– 4° Un ouvrier prend les paquets et achève de les plier ; il les range ensuite dans une boîte qui porte les numéros des aiguilles.
– 5° On écrit sur les paquets le numéro des aiguilles, le nom du fabricant et les marques particulières adoptées pour chaque espèce et chaque qualité d’aiguilles. Pour certaines aiguilles, le papier est en outre revêtu d’un timbre à sec.
– 6° On réunit en un seul dix paquets de cent, ce qui forme des paquets de mille aiguilles ; on les enveloppe de papier bleu ou violet, qu’on lie avec du fil blanc ou rouge. On recouvre quelquefois les paquets de mille d’une feuille de papier blanc, portant des figures et des caractères dorés.
– 7° On réunit encore tous ces paquets au nombre de cinquante , ce qui forme des paquets de 50 000 qu’on enveloppe immédiatement de papier blanc puis d’une ou deux vessies de bœuf séchées, et on recouvre le tout de papier ciré ou de toile cirée, et on y ajoute une dernière enveloppe de toile grise. Sur celle-ci, on écrit l’assortiment des aiguilles avec une marque qui en indique la qualité.
– L’insalubrité de l’empointage et des moyens de l’atténuer.
Parmi les opérations précédentes, il y en a surtout une qui a des effets nuisibles pour la santé des ouvriers : c’est l’empointage qui se fait ordinairement à sec pour prévenir la rouille. La poussière qui se produit dans l’empointage, ainsi fait sur les meules de grès, est extrêmement dangereuse. Sans l’emploi de certains préservatifs, les empointeurs ne peuvent guère exercer leur métier plus de dix à quinze ans. Ils meurent à la fleur de l’âge, atteints de phtisie pulmonaire, à moins qu’ils n’aient renoncé de très bonne heure à cette partie de la fabrication. Un médecin de Reddith a observé, pendant une longue pratique, que sur plusieurs milliers d’ouvriers empointeurs, il y en a un à peine qui atteint l’âge de quarante ans. Dès le commencement de ce. siècle (vers 1810), des tentatives ont été faites en Angleterre pour remédier à l’insalubrité reconnue de l’empointage. M. Prior imagina une espèce de soufflet mû par le pied de l’ouvrier, et dont le vent, chassé à travers un tube percé de fentes longitudinales qui embrasse la meule, produit un courant assez fort pour entraîner la poussière. Un autre appareil fondé sur le même principe, fut construit, en 1816, par Mr. Thomas Roberts; enfin M. Abraham obtint en 1822, de la Société encouragement de Londres, la grande médaille d’or pour un appareil simple qui a le double avantage d’entraîner la poussière de grès et de préserver les ouvriers des particules fines d’acier qui s’élèvent pendant le travail.
Voici la description du procédé de Mr. Abraham, extraite du journal anglais Sheffield-Iris : « La pièce où travaillent les ouvriers est divisée en deux parties égales, sur toute sa hauteur, par un châssis ou écran composé de canevas ou de grosse toile. Cet écran est placé perpendiculairement au-dessus de la meule, qu’il entoure de chaque côté eu ne laissant qu’un espace suffisant pour son mouvement, et pour la pédale que presse l’ouvrier. Une ouverture d’un pouce et demi (38 millimètres) est pratiquée dans la toile, directement au-dessus de la meule ; c’est au travers de cette ouverture que passe la poussière de grès formée pendant l’opération, et qui est entraînée derrière l’écran par le courant d’air que produit le mouvement de la meule. Quant aux particules très fines d’acier, qui, â raison de leur légèreté spécifique, tendent toujours à s’élever et peuvent être facilement absorbées par la respiration, des barreaux aimantés, disposés entre l’écran et l’ouvrier, les attirent et les arrêtent. Pour surcroît de précaution, M. Abraham a imaginé un appareil magnétique que les ouvriers placent autour du cou et de la bouche, et qui empêche toute aspiration des particules d’acier ou de grès pendant le travail. Les résultats obtenus au moyen de l’appareil de M. Abraham ont été des plus satisfaisants; des certificats, tant des fabricants d’aiguilles de Reddith et de Hatersage, que des couteliers de Sheffield, qui font émoudre à sec des tranchants sur des meules de grès, attestent que cet appareil remplit toutes les conditions voulues, et que son introduction dans les ateliers est un véritable bienfait pour la classe des ouvriers pointeurs. »
D’autres procédés sont encore usités. Le moyen qu’a imaginé et employé avec succès Mr. Pastor, fabricant à Borcette près d’Aix-la-Chapelle, consiste â faire de la meule elle-même un ventilateur qui entraîne les particules de grès et d’acier. Celte meule est revêtue d’une enveloppe en tôle, qui ne laisse qu’un étroit passage pour les aiguilles, et qui porte en un autre endroit une plaque de verre à travers laquelle l’ouvrier suit les progrès du travail. La chambre vide, comprise entre la meule et l’enveloppe, est en communication avec un tuyau aboutissant à une cheminée, et dans lequel l’air se précipite avec violence, entraînant la poussière siliceuse et métallique.
Mr. Molard avait proposé de remplacer les meules de grès par des meules en fer ou en fonte de fer oxydé. Ce moyen ne paraît pas avoir été sanctionné par l’expérience. La poussière de grès était remplacée par de la poussière ferrugineuse, moins abondante peut-être, mais non moins dangereuse; toute la poussière d’acier restait. Le changement de nature de la meule ne saurait donc dispenser d’un moyen pour détourner de la bouche de l’ouvrier cette poussière qu’il tend à aspirer.
Enfin, parmi les différents moyens qni ont été mis en usage pour préserver les ouvriers chargés de cette besogne si nuisible à la santé, nous signalerons encore la précipitation produite par la vapeur d’eau. Des conduits, que l’on peut à volonté ouvrir ou fermer au moyen de robinets, permettent d’introduire périodiquement dans l’atelier d’empointage, des jets de vapeur qui précipitent la majeure partie de la poussière siliceuse tenue en suspension dans l’atmosphère. Ce moyeu est employé dans l’établissement fondé à Lyon par M. Neuss, d’Aix-la-Chapelle.
On peut insister sur cet important sujet car, si on en croit les on dit, nos fabriques s’en occuperaient aujourd’hui fort peu, et que les procédés préservatifs n’y seraient guère employés que par exception.
– Considérations et faits divers qui se rattachent à la fabrication et au commerce des aiguilles.
Conditions auxquelles satisfait une bonne aiguille.
On peut résumer et compléter ce qui précède, de manière à établir les conditions d’une bonne fabrication.
Pour être réputées bonnes, les aiguilles doivent satisfaire à diverses conditions. Il faut que le fil soit d’acier de bonne qualité, bien trempé, que la partie cylindrique soit d’une rectitude parfaite ; que la cannelure soit faite avec une très grande régularité; que l’œil soit percé dans l’axe, bien rond, et que ses bords ne coupent pas le fil ; que la tète ait assez de résistance pour ne pas se rompre sous l’effort de traction qu’on exerce sur le fil au travers de certaines étoffes ; que la pointe soit aiguë, bien conique, ne déviant pas de l’axe ; que le poli soit parfait; que l’entrée dans l’étoffe soit facile et qu’il n’y ait pas de ventre, c’est-à-dire qu’après l’entrée la sortie soit également facile; que l’élasticité soit convenable pour faciliter le passage dans des parties de couture où l’aiguille ne peut pénétrer qu’en formant à chaque point un arc très-prononcé, arc qu’elle doit perdre entièrement sitôt qu’elle se trouve mise en liberté.
La perfection de l’œil, l’arrondissement de ses bords, est une des conditions les plus importantes et les plus difficiles à obtenir. La nécessité de persuader les acheteurs qu’elle est bien remplie a donné lieu, il y a une vingtaine d’années, à une fraude condamnable. Les frères Lander, dans l’une des explorations qui leur ont fait découvrir l’embouchure du Niger, avaient emporté à la côte d’Afrique, comme objets de troque, des paquets d’aiguilles anglaises, achetés par eux en fabrique, et sur les enveloppes desquels on voyait l’inscription : Garanties pour ne pas couper le fil. Les honorables voyageurs avaient pris ces produits sur la foi de l’enveloppe; les indigènes de la côte les leur demandèrent avec empressement, alléchés par la même annonce. Mais, dès le lendemain du jour où la troque avait commencé, les frères Lander furent assaillis de réclamations et même de menaces de la part d’une foule furieuse d’avoir été dupée. Les aiguilles ne coupaient pas le fil par la raison que l’œil n’y existait pas.
Marques de fabrique
La question si grave des marques de fabrique se présente au sujet des aiguilles comme pour un si grand nombre de nos produits manufacturés. Le préjugé contre les aiguilles françaises est tel qu’elles ne peuvent être reçues par notre commerce que par une sorte de fraude qui leur donne une livrée étrangère. Une réflexion bien simple corrigerait cette erreur du public.Il est évident que le fabricant qui appose sa marque sur ses produits offre au public la meilleure garantie de leur qualité, soit absolue, soit relative au prix ; qu’il attache à son nom son avenir industriel, et que son plus cher intérêt consiste à débiter pour ce qu’elle vaut chacune des qualités obtenues.
A Aix-la-Chapelle, la première qualité porte ordinairement les lettres initiales du nom du fabricant. La seconde qualité se marque ou au moins se marquait autrefois S. N. (Spanische Ndel, aiguilles d’Espagne). Les aiguilles façon anglaise se marquent, en général, du nom anglais While Chappell.
La maison Pastor les marque de son nom traduit en anglais, Shepherd.
Lieux de fabrication.
On fabrique des aiguilles en divers points de la Grande-Bretagne, notamment dans Wbite-Chappel, un des faubourgs de Londres, à Reddilh, etc.
Les autres localités du continent où il existe des manufactures d’aiguilles sont celles de Neustadt près de Vienne, le comté de Lamarck en Prusse, Liège et ses environs, Aix-la-Chapelle, Borcette, bourg qui touche à cette ville, Vaët, petit bourg à cinq kilomètres d’Aix, etc. En définitive, sous la réserve que motivent les progrès rapides de. la fabrication française , nous dirons que les aiguilles anglaises sont celles qui ont le plus de renom sur les marchés, et qu’ensuite viennent celles de Laigle, probablement égales sinon déjà supérieures à celles d’Aix-la-Chapelle. On assure, il est vrai, que plus d’une fois des marchands anglais sont venus s’approvisionner à Aix. Un des fabricants de cette dernière ville prétend qu’il couvre d’une marque anglaise ses produits inférieurs qu’il peut livrer à un prix beaucoup plus bas que les produits similaires venant d’Angleterre, et qu’il réserve la marque de sa maison pour les premières qualités, « supérieures, dit-il, aux meilleures aiguilles anglaises. » Il y a là beaucoup d’exagération, pour ne pas dire autre chose. On a rapporté des aiguilles que ce fabricant nous a vendues lui-même comme de première qualité, et, au dire de juges compétents, elles ne soutiennent pas la comparaison avec les aiguilles anglaises, qui n’ont que le défaut de coûter un quart en sus.
Introduction de l’industrie des aiguilles en France.
La Société d’encouragement a exercé sur la fabrication des aiguilles en France l’influence heureuse qu’elle a fait sentir à tant d’autres industries. Dès les premières années de sa fondation, elle publia dans ses bulletins des notices relatives à cette fabrication ; elle fit connaître l’appareil de M. Prior pour empointer les aiguilles, ainsi que celui de M. Abraham pour préserver les ouvriers empointeurs de la poussière de grès, si dangereuse à leur santé. Elle chercha à exciter l’émulation en fondant, en 1818, un prix de 3 000 francs. Obligée successivement de remettre ce prix au concours d’année en année, parce que les concurrents ne satisfaisaient pas à toutes les conditions du programme, elle décerna plusieurs médailles à ceux qui lui paraissaient les mieux méritants.
La Société avait en outre institué un prix pour encourager la bonne fabrication des fils d’acier à l’usage des manufactures d’aiguilles ; mais, les conditions imposées par le programme n’ayant pas été remplies, ce prix, porté successivement jusqu’à la somme de 6 000 francs, fut retiré en 1827. Cependant elle délivra encore, pour ce concours spécial, deux médailles d’or et deux d’argent.
En résumé, la Société peut se flatter d’avoir contribué par sa persévérance, et peut-être aussi par la sévérité de ses décisions, à des succès devenus assez marquants pour avoir engagé les jurys de l’exposition à accorder des médailles de bronze , d’argent et même d’or, à différentes époques.
Les difficultés pour l’introduction d’une industrie de ce genre sont de différente nature. Il ne suffit pas de former un personnel complet d’ouvriers capables ; il faut disposer de fonds considérables, et pouvoir même supporter de fortes pertes sur ses avances. C’est ainsi que deux sociétés en nom collectif ont perdu un capital de plus de 600 000 francs depuis 1822 , dans la fabrique d’aiguilles de Méronvel près Laigle, la première, qui ait été formée en France ; et cependant elles n’avaient pas réussi à déterminer chez nous un notable progrès. Trois fois l’établissement avait cessé de marcher; il était réservé à l’intelligence d’un simple ouvrier de le relever de sa ruine. C’est au mois de juin 1831 que M. Vantillard, qui, après avoir travaillé de ses mains dans la fabrique, était devenu premier commis de la dernière société, prit la gestion à son propre compte. Éclairé par une longue expérience, il se mit en garde contre les fautes de ses devanciers, et, par des procédés nouveaux et économiques de son invention, il éleva rétablissement de Mérouvel à un degré de prospérité remarquable.
La fabrication des aiguilles commença à y prendre de l’importance en 1835, et les produits se sont sans cesse accrus en nombre et en qualité. En 1838, Mérouvel produisait 125 000 paquets de mille aiguilles chaque ; en 1840, 130 000.
Placé dans une situation pittoresque, l’établissement profite de la force motrice d’un cours d’eau qui fait tourner des roues. Plus de quatre-vingts ouvriers y sont employés avec un salaire moyeu de 1 fr. 80 cts par jour. Paris, Lyon, Marseille , sont les principaux débouchés ouverts aux produits, qui sont des aiguilles de tous numéros, et même des aiguilles à tricoter, que le directeur fabrique de ses mains.
D’un autre côté, plusieurs fabricants étrangers ont importé leur industrie en France. C’est ainsi que MM. Massun père et fils, d’Aix-la-Chapelle, ont établi en France leurs ateliers avec un système d’installation mécanique tellement combiné que trente hommes exécutent ce qui exigeait autrefois le concours de trois cents. Ces messieurs annonçaient l’intention de ne faire paraître leurs produits que sous leur marque particulière.
M. Neuss, l’un des principaux fabricants d’Aix-la-Chapelle, a fondé à Lyon, il y a peu d’années, un établissement pour le tréfilage des aciers et la fabrication des aiguilles. Les fils y sont cuivrés, ce qui facilite leur étirage ; et la vapeur est employée pour précipiter la poussière de grès provenant de l’empointage des aiguilles.
Le droit destiné à protéger la fabrique nationale est de 200 francs par 100 kilogrammes sur les aiguilles étrangères. Cette protection est surtout efficace pour les aiguilles de forte dimension dites à la coupe. Aussi des fabricants ont-ils réclamé une protection plus forte pour les aiguilles fines, et ont-ils même demandé que, pour atteindre le but, le droit fût quintuplé et porté de 200 francs à 1 000 francs par 100 kilogrammes. Mais on a reconnu l’impossibilité de se livrer, aux bureaux de douane, à une vérification assez minutieuse pour combiner la taxe d’après la qualité et le degré de finesse. On n’a pu davantage établir la taxe d’après les dimensions en longueur, attendu que, pour satisfaire à toutes les destinations, on est obligé de fabriquer de grosses aiguilles courtes et de longues aiguilles fines. La fixation au poids ne pouvant être évitée, si la taxe était élevée des quatre cinquièmes, elle dépasserait pour certaines qualités leur valeur réelle. Or, entre les aiguilles présentées aux différents concours, les plus fines, celles qui sont les plus difficiles à faire, ont été jugées d’une belle exécution; tandis que les bas numéros, soumis à des épreuves, ont été reconnus bien loin de la perfection désirable. Aussi, avec une surélévation considérable du tarif protecteur, ou l’introduction des qualités à l’usage des consommateurs pauvres cesserait avant qu’on ne fut en mesure de les remplacer par la fabrication nationale, ou elles s’introduiraient en fraude, autre inconvénient très-grave.
Prix.
Le prix des aiguilles est extrêmement variable suivant les grosseurs et les qualités, il descend à 3 francs, à 2 francs, même à 1 fr. 50 cent, le millier, pour les aiguilles les plus communes prises en fabrique. Mais, dans le commerce de détail, ii est, pour les qualités supérieures, plus que décuple du prix le plus bas. Ainsi les merciers débitent des aiguilles anglaises ou prétendues telles au taux de 1 fr. 50 c. à 2 francs le cent. Ces mêmes aiguilles se vendent au détail, dans les magasins d’Aix-la-Chapelle, à raison de 10 à 12 francs environ le mille ; à Londres, elles coûtent de 12 à 15 francs.
Commerce extérieur.
Pendant la période décennale de 1827 à 1836 inclusivement, on a mis en consommation une quantité moyenne de 41 000 kilogrammes d’aiguilles étrangères, représentant, au taux d’évaluation de 30 francs le kilogramme , une valeur de 1 486 000 flânes. Mais il paraît que ces taux d’évaluation sont trop bas ; et, suivant quelques économistes, le tribut que notre pays paye à l’Angleterre et 5 l’Allemagne s’élèverait à plus de 4 millions par an.
Les exportations, trop insignifiantes pour être enregistrées en détail, s’étaient bornées en 1832 à 866 kilogrammes, et en 1836 à 1 277 kilogrammes.
En 1837, mise en consommation, 40 000 kilogrammes d’aiguilles fines étrangères ; valeur officielle, 1462 000 fr. En 1838, 43 500 kilogrammes; valeur, 1 567 000 fr. D’un autre côté, en 1837, nous avons exporté, principalement en destination des États Sardes, 8 573 kilogrammes, d’aiguilles françaises, représentant, au taux d’évaluation de 40 francs, 342 920 fr.; et en 1838, 11763 kilogrammes; valeur, 470 528 fr. : ce qui réduit la différence de l’importation sur l’exportation à 1 112 000 fr. pour 1837, et à 1 097 000 fr. pour 1838.
Dans le même temps, les importations de l’Angleterre, qui n’avaient pas dépassé en moyenne , pendant la période décennale, 3 000 kilogrammes, se sont élevées à 6 900 kilogrammes en 1837 et à 9 082 kilogrammes en 1838; et cela, lorsque les progrès de notre fabrication et son perfectionnement nous permettaient d’élever nos exportations au quart du taux ordinaire des importations annuelles.
Cette coïncidence serait-elle l’effet d’une diminution correspondante dans l’introduction frauduleuse, qui ne présentait plus assez d’avantages ? Serait-elle le résultat de tentatives ayant pour objet d’arrêter, par une redoutable concurrence, l’essor de notre fabrication ? C’est ce qui reste à éclaircir. Quoi qu’il en soit, le chiffre croissant des exportations manifeste un progrès remarquable. L’impulsion est donnée, il ne s’agit plus que de la soutenir.
Sources : Le Magasin Pittoresque – 1849