La vie d’une locomotive à vapeur de 1900
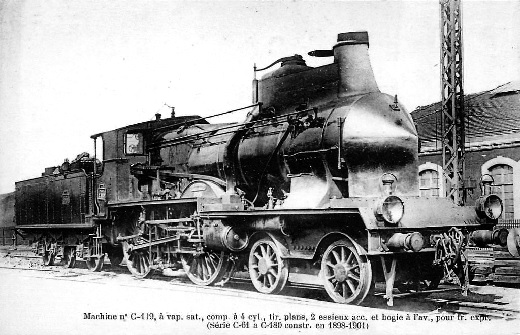
Locomotive PLM C 61 pour train rapide
Un peu d’histoire de la C 61
Les locomotives voyageurs C 61 à 180 du PLM, appelées communément « grosses C » par les cheminots sont devenues lors de la renumérotation de 1924, 220 A 1 à 120 qu’elles conserveront jusqu’à la SNCF. En 1930 il reste 96 machines en service, 35 en 1938 à la création de la SNCF qui seront encore à l’effectif en 1945.
Les 120 locomotives réelles N° 61 à 180,, furent construites de 1898 à 1901. Elles faisaient suite aux 40 machines N° 21 à 60, dites « petites C » ou encore « compound à bec », construites de 1894 à 1896. Ces 180 locomotives, du fait de leur carénage inédit à l’époque, devinrent les machines-symboles de la compagnie.
Mises en service entre 1898 et 1901 elles furent construites conjointement par les ateliers du PLM de Paris et d’Arles.
En fait cette importante série de machines se divise en deux catégories : 40 « petites C » et 120 « grosses C » selon le jargon des tractionnaires, ces machines ont été aussi surnommées à cause de leur silhouette : « coupe vent ».
En effet, la forme de leur abri et de leur étrave était destinée à lutter contre le mistral, vent qui peut souffler très fort dans la vallée du Rhône.
Initialement accouplées à des tenders de 16 m3, à partir de 1906, elles commencèrent à recevoir des 20 m3. La plupart des dépôts du PLM ont eu comme pensionnaires ces machines, qui avec leurs grandes roues de 2,00 m de diamètre les destinaient aux courses rapides.
Ces machines, en tête de trains légers atteignaient à l’époque des vitesses allant entre 140 et 150 km/h. Elles ont assuré la traction des trains les plus prestigieux de l’artère impériale : « Côte d’Azur Rapide », « Rome Express », mais aussi « Savoie Express », « Vichy Express », ou encore la « Malle des Indes ».
Le tonnage des trains allant en augmentant, à partir de 1906 sur les parcours les plus difficiles elles commencèrent à être remplacées par les 2600 et 2900 (221A, 230B), puis à partir de 1911 par les 6000 (Pacific). Dès lors elles effectuèrent des services moins nobles : Express, Directs, Omnibus de grand parcours et messageries.
Elles terminèrent leur service vers 1936 pour les dernières.
La C115, miraculeusement préservée est visible au Musée de Mulhouse.
Cette machine a beaucoup contribué à l’image et au prestige du réseau du PLM en étant le fleuron de son écurie de vitesse.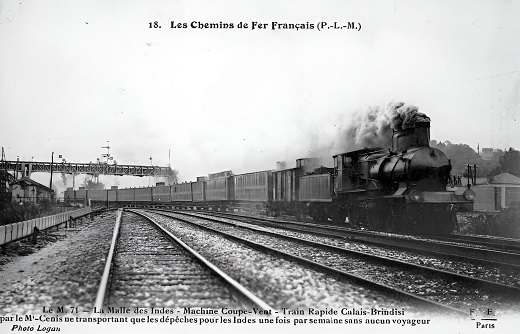
Photo de Logan – Postcard F. Fleury, CC BY-SA 3.0, ht Creative Commons Attribution-Share Alike 3.0 Unported license.
Comment naît et vit une locomotive à vapeur en 1899
Sa construction
C’est une merveilleuse mécanique qu’une locomotive, et lorsque l’on songe que c’est bien proche de nous encore, en 1829, que l’Angleterre vit, en même temps que l’ouverture de la première voie ferrée, l’apparition de la première locomotive pratiquement utilisable, la Fusée, de Stephenson, on est surpris de constater que soixante-dix ans de recherches et de patients essais ont suffi à changer la Fusée, qui pesait quatre tonnes et traînait 12 000 kilogrammes à la vitesse de 23 kilomètres à l’heure, en des colosses pesant 52 000 kilogrammes et marchant à 120 kilo-mètres à l’heure en remorquant des trains complet. de 240 tonnes. Ces locomotives de trains rapides, par l’aspect imposant de leurs corps trapus montés sur de grande s roues, par leur éperon, véritable étrave qui leur donne des airs de cuirassés, par la perfection indispensable à leur fabrication, sont en quelque sorte le prototype des progrès réalisés dans nos transports humains à cette aurore d’un nouveau siècle, et.désirant étudier la construction des locomotives, on s’était arrêté an type de grande vitesse, jugeant inutile de s’étendre sur les particularités constructives des centaines de modèles existants parmi les 120 000 machines qui aujourd’hui circulent de par le monde.
Voulant un sujet d’étude bien moderne, on avait choisi celles du Paris-Lyon-Méditerranée, très belles d’aspect et très rapides. Mais c’est une administration colossale qu’une grande compagnie de chemins de fer, et devant la multiplicité des services, qui tous responsables de leur propre tâche ignorent ce que doit faire et ce que fait le service voisin,on n’avait su tout d’abord à quelle porte on devait frapper pour obtenir les permissions indispensables à ce travail. Dans l’incertitude, on n’avait cru devoir mieux s’adresser qu’en présentant une requête à M. Habert, le secrétaire général de la Compagnie, qui, présenta à M. Baudry, savant ingénieur en chef du Matériel et de la Traction. Lorsque, reçu-par celui-ci dans son bureau, véritable salon de ministère, on lui exposait les désirs de visites, ce fut avec toute la bonne grâce possible qu’il mit à disposition les permissions les plus étendues. Grâce à lui, toutes les portes se sont ouvertes et on lui en exprime ici toute gratitude. Deux ingénieurs en chef de la Construction et de la Traction, MM. Maréchal et Carcanague, ont également facilité la tâche en donnant le libre accès des services qu’ils dirigent avec une remarquable compétence.
On a eu affaire tout d’abord à M. Maréchal, ingénieur en chef de la Construction du matériel et des grosses réparations, et c’est muni d’une lettre de lui qu’on se présentait au n° 3 de la rue de Charolais, à Bercy, où sont construits les ateliers de la Compagnie. L’ingénieur directeur, M. Anthoine, étant absent, on fut reçu par M. Gloria, le sous-ingénieur qui conduisit au bureau du sous-chef des ateliers, M. Gayet, lequel devait servir de guide et nous initier aux travaux dont il a la surveillance. Avant de commencer la visite, il fut décider le modèle exact qu’on voulait suivre dans les diverses opérations de construction et, on choisit les dernières machines mises en service par la Compagnie, les machines Compound à bec, modèle 1899.
Ces nouvelles locomotives du Paris-Lyon, ce sont les C 61. Aujourd’hui, en effet, les Compagnies désignent leurs machines par des lettres et des numéros, contrairement à l’ancienne méthode qui les baptisait d’un nom plus ou moins mythologique tiré des registres de l’Olympe ou plus simplement de nos calendriers républicains, et la lettre C accompagnée du n° 61 veut dire type Compound série 61. Bien d’autres séries, une cinquantaine, sont en service à la Compagnie, et lorsqu’il me les avait énumérées, Mr Gayet m’avait désigné successivement d’abord les C 31, les premières Compound de la Compagnie, à. bec comme les C 61, mais à bec allongé se prolongeant jusqu’en bas du châssis, tandis que leurs remplaçantes ont le bec tronqué, coupé en arête vive, formant coin dans la masse d’air qu’il sépare lors de la marche en vitesse. Puis les séries 1 à 50 et 51 à 110, les anciens types sans bogies ni becs; les B 111 à 400 à bogies sans becs. Et bien d’autres modèles montrés sur les plans de construction ; machines de montagnes, machines à marchandises, coucous de manœuvre pour le service de manutention des gares; et les 3400, les colossales machines à bec, construites dernièrement sur le modèle des C. 61. et qui sont destinées aux trains de marchandise grande vitesse et aux express des pays montagneux.
On allait pouvoir d’autant mieux consacrer cette étude à la mise en œuvre d’une C 61 que les ateliers ne s’occupent en ce moment que de ces modèles.
Ceux-ci sont, en effet, encore peu expérimentés et avant d’opérer les fortes commandes nécessitées par le trafic des lignes qui chaque jour progresse, la Compagnie en fait construire chez elle une vingtaine qui serviront d’étalons pour l’établissement des prix de revient et des devis d’adjudication aux diverses usines du dehors. Cent cinquante machines de ce type sont prévues pour les besoins d’exploitation, et dix seulement ont été déjà livrées par les ateliers. Une dizaine y sont en cours d’exécution ou de montage, mais avant d’assister à cette dernière opération on devait visiter les divers ateliers qui préparent les pièces.
Bien souvent on était passé dans l’un quelconque des deux cents trains qui circulent chaque jour au long des murs des. ateliers, mais du dehors ceux-ci n’étaient jamais apparus si vastes qu’ils le sont en réalité. Les bâtiments succèdent aux bâtiments et de tous sortent les bruits ininterrompus du travail actif et sans arrêts, battements des marteaux et des pilons, grincements des limes, crissements des meules et des scies à vapeur. Mille ouvriers, sont occupés, non seulement à construire de nouvelles machines, mais surtout, et. c’est là leur principale raison d’être et la grosse part de leurs travaux, fabriquer les pièces nécessaires pour les réparations constantes. Cet atelier de Paris n’est pas le seul de la Compagnie, il est même le moins important des trois qu’elle possède; les deux autres, celui d’Oullins près de Lyon et celui d’Arles, employant respectivement 1300 et 1200 ouvriers. Les trois ateliers sont consacrés aux machines, ils ne sont pas chargés de l’entretien des wagons répartis à un autre service; et vraiment il faut avouer que les locomotives sont de bien délicates personnes puisque les 2600 machines du PLM ne nécessitent pas moins de 3500 ouvriers pour la préparation journalière de leurs pièces de rechange; des milliers de pièces qui s’entassent sur des établis, prêtes à remplacer des écrous perdus, des bielles fendues; des ressorts brisés ou des bandages usés.
Cet entassement de pièces de toutes formes et de toutes matières donne au visiteur non prévenu, lors de son entrée dans les ateliers, une impression de chaos inextricable dans lequel il semble qu’il ne pourra jamais se reconnaître. A terre, des barres de fer le font trébucher; en l’air, des chaînes de cabestans tendues ou flottantes le cognent à tout moment, partout des machines-outils qui vont et viennent, aveuglément précises, lui enfonceraient quelques côtes si leurs conducteurs attentionnés ne criaient gare avant l’accident. Comment retrouver, au milieu de mille pièces presque pareilles, celles qui devaient servir à l’édification du type qu’on avait l’intention d’étudier. Était-ce une bielle de machine express ou de simple coucou que je voyais à terre ; ce cylindre sortant de la forge devait-il donner le mouvement à une machine à marchandise ou a une C 61 des nouveaux modèles; autant de problèmes que l’on se sentait impuissant à ‘résoudre sans l’aide constante et éclairée du guide. Il avait fait faire une première fois le tour complet de ses domaines, voulant montrer d’un seul coup l’ensemble des opérations à étudier, et devant la multiplicité des travaux qui s’exécutent pour la mise en œuvre des locomotives pour lesquelles non seulement des fondeurs, des ajusteurs, des chaudronniers sont employés, mais aussi des plombiers, des fumistes, des horlogers et des peintres, on avait avoué un étonnement et aussi un peu d’ahurissement d’une promenade trop rapide au milieu d’un kaléidoscope de machines, d’outils et d’ouvriers penchés sur des besognes minutieuses. De la forge, de l’ajustage, des chaudronneries de fer et de cuivre, du montage, des ateliers des roues, des ressorts, de la peinture, du petit outillage, il ne restait qu’une impression un peu confuse et on avait dû demander un plan de visite permettant d’étudier les principales opérations préliminaires et le montage. Il ne s’agissait pas, en effet, de connaître ni de décrire en détail et pièces par pièces la construction d’une machine entière; un livre ne suffirait pas à un tel travail. Une C 61 ne se compose pas de moins de 13 663 pièces ; 13 663 pièces dont l’énumération tient les 274 pages d’un in-folio et n’avaient pas demandé moins de deux heures de lecture pour en faire l’addition. Et dans ce nombre colossal de pièces ne sont comptés ni les écrous, ni les rondelles; ni les goupilles; seules sont détaillées celles de la chaudière : 8467; du châssis : 1634; du bogie 386; des roues : 313; des bielles : 88; des pistons : 191; des cylindres : 290, et des tuyaux et appareils divers : 2305.
Si les matières premières des locomotives viennent du dehors, du moins les différentes opérations de mise en tenure se font entièrement aux ateliers du Paris-Lyon, ateliers dont certains sont de véritables usines. C’est ainsi que la chaudronnerie de fer où se préparent les chaudières, la partie essentielle de la machine, est un grand hall à bas côtés au milieu duquel 12 chaudières sont simultanément en montage. Sur de hauts échafaudages de madriers les cylindres de tôle d’acier, longs de plus de 3 mètres, sont posés en équilibre ; les uns à peine commencés, les autres déjà munis de leur boîte à feu et de leur dôme.
Atelier de montage – Photo : https://www.trainvapeur-auvergne.com/le-materiel-roulant
On va vers des chaudières destinées aux locomotives dont on poursuit l’étude, et déjà sous leur première forme on se rend compte de la puissance future de ces machines. Les hommes qui s’agitent à l’entour du cylindre de métal, forant les trous de rivets, ajustant les entre-toises, rivant les pièces à grands coups de marteau, ont l’air de nains actionnés à la confection d’un tonneau de forme étrange que termine assez peu élégamment le foyer, longue et haute caisse dont la partie inférieure s’abaisse vers le sol en biseau aigu. Le bruit des marteaux résonne sur le métal en échos prolongés qui étourdissent, et le grincement des limes, en mettant le comble au tapage, ferait fuir volontiers si les machines à découper et à poinçonner, les cisailles géantes qui tranchent des lames de tôle de 60 millimètres d’épaisseur, la riveuse hydraulique, ne sollicitaient à les regarder travailler.
La principale occupation des chaudronniers consiste au percement et au rivage des plaques de tôle; plusieurs milliers de rivets devant être posés pour réunir le corps cylindrique au foyer, le foyer à son enveloppe ou boîte à feu. C’est à la chaudronnerie de cuivre que sont préparés les foyers, ils sont entièrement composés de ce métal et ce n’est pas la pièce la moins coûteuse d’une locomotive que cette grande caisse, aux parois épaisses de 25 millimètres dans laquelle nous entrons, et debout nous tenons très à l’aise. Il faut des ouvriers particulièrement soigneux pour opérer la réunion du foyer à la boîte à feu; entre les deux enveloppes de métal doit en effet circuler l’eau de la chaudière qui se chauffe ainsi au contact même du foyer et la moindre fuite dans une rivure mettrait la chaudière hors de service et nécessiterait des démontages et des réparations. Le travail est minutieusement vérifié par les contremaîtres, vérifié partout, et c’est ainsi qu’on les voit entrer à plat ventre dans un foyer terminé oo que du moins on croyait tel ; des ouvriers y travaillent cependant, mais à l’intérieur, fixant à la seule lumière de petites lampes les 150 tubes à ailettes, longs de 3 mètres, qui doivent donner passage à la fumée et à la chaleur. Bien d’autres opérations sont nécessaires pour l’achèvement d’une chaudière: la pose du dôme, de la cheminée, la mise en place de toutes les pièces, 8 467 pièces qu’il faut préparer, réunir, ajuster et vérifier. Si la principale des parties constitutives d’une machine locomotive est la chaudière qui lui donne la vie en permettant la formation de la vapeur, les cylindres, les pistons, les bielles, viennent en seconde ligne comme étant les adjuvants indispensables de la transmission des forces produites, et c’est aux forges qu’on avait été conduit au sortir de la chaudronnerie. Cylindres, leviers, bielles, axes des roues, manivelles, boîtes à graisse sont, en effet, des pièces de forge, et c’est dans un grand atelier très sombre, mal éclairé par des vitrages que salissent les fumées et les poussières de charbon que se préparent ces parties du mécanisme. Trente-deux feux de forge et neuf marteaux-pilons remplissent le grand hall du bruit de leur activité fébrile, et c’est au milieu de blocs chauffés à blanc qui se promènent, des flammes et des étincelles que les ouvriers produisent sous leurs marteaux avec indifférence, qu’on est conduit vers un des plus grands pilons de l’usine pour y voir étamper un cylindre de C 61. Le matriçage s’opère à l’aide de moules ou matrices en fonte composées de deux parties se superposant l’une à l’autre. La partie inférieure est posée sur l’enclume et sert de base au bloc de métal incandescent apporté des fours à l’aide de pinces suspendues à des chaînes. La partie supérieure de la matrice vient recouvrir le métal, et sur l’ensemble ainsi formé le marteau-pilon frappe des coups répétés, écrasant du choc de ses 4 000 kilogrammes le métal qui, giclant et crachant le feu, est forcé de s’incorporer dans le moule dont il épouse toutes les ramifications. Et au refroidissement on est étonné de constater combien le métal solide avait obéi à la pression en voyant la boîte à huile, ainsi forgée d’une seule fois, être devenue une pièce compliquée séparée de cloisons, garnie de brides et de pattes d’attache, et presque prête pour le montage.
Lorsqu’elles sortent de la forge les grosses pièces sont salies par les scories, alourdies par les bavures, et elles doivent passer aux raboteuses qui les égalisent, aux scies à chaud qui les mettent au contour exact, puis, à l’atelier de nettoyage, sur les meules d’émeri et de grès, sur les brosses qui les approprient et les polissent. Jetant en rapide coup d’œil sur les ouvriers chargés de ce travail, armés de lunettes noires, présentent aux tournoiements vertigineux des meules les pièces à nettoyer, bielles, coulisses, pistons, tiroirs, etc., on échappe à l’odeur âcre de l’émeri et aux projections d’étincelles qui sous des bielles de 105 kilogrammes jaillissent à chaque contact de la matière usante.
On se rend à l’atelier des ressorts, accessoires indispensable de la marche et qui devaient mener ensuite tout naturellement aux roues. Plus petit, mais presque aussi encombré de fours et de machines que celui des forges, l’atelier des ressorts n’est pas plus clair, et c’est difficilement qu’on se glisse entre des cisailles et des laminoirs pour suivre la confection des ressorts de locomotives. Ces ressorts, comme ceux des wagons, sont composés de lames d’acier chauffées préalablement, passées ensuite sous les cisailles qui les coupent de longueur, puis sous un laminoir qui fait les bouts, c’est-à-dire en un seul passage de la lame en amincit le bout, y pratique une entaille et forme un téton en relief destiné à s’engager au montage dans l’entaille de la lame qui lui sera superposée. Les lames sont ensuite cintrées, ajustées les unes sur les autres, bordées ou fixées par des agrafes, et le ressort est terminé. Il lui reste à subir l’essai de flexion et ce n’est pas la partie la moins importante ni la moins soigneusement contrôlée de sa fabrication. On montre la machine de précision qui faisant pression sur le ressort ne doit pas lui faire perdre de flèche pour qu’il soit déclaré acceptable, et les expériences sont répétées selon les besoins jusqu’à la parfaite résistance de la pièce. On comprend l’utilité de telles précautions lorsque l’on songe que chacun des ressorts d’une C 61, composé de treize lames de 15 millimètres d’épaisseur simplement superposées, doit supporter dans l’ensemble de la machine 8 500 kilogrammes.
Les ressorts servent de suspension à la machine par l’entremise des roues, et en sortant de l’atelier où ils se fabriquent on suivait tout naturellement la logique constructive de la locomotive en se rendant aux ateliers des roues. Ils sont précédés par une immense cour qu’encombrent des roues montées par paires sur leurs essieux. Petites roues de wagons, roues plus grandes des locomotives des anciens types, roues géantes des types modernes, sont rangées côte à côte, les unes neuves sortant des ateliers, les autres usées attendant leur tour de réparation ou de remise de bandages. 1500 essieux avec leurs 3000 roues sont ainsi constamment en allées et venues des gares aux ateliers.
Les roues motrices d’une C 61 sont énormes, elles ont 2 mètres de diamètre et, réunies par des essieux massifs droits ou coudés, ont un tel aspect de pesanteur qu’il semble à première vue que jamais elles ne pourront tourner au simple effort de la vapeur. Et de fait un seul essieu coudé muni de ses deux roues pèse le joli poids de 4 040 kilogrammes, et pour le remuer à l’atelier il faut des grues, des cabestans et même un pont roulant.
On ne devait pas assister an forgeage des essieux qui se font à Oullins, non plus qu’à la préparation des centres, mais on devait nous montrer le montage proprement dit des bandages sur les roues et des roues sur leurs essieux. Le procédé employé pour la pose des bandages est des plus simples. Après avoir été chauffé an feu de fours spéciaux, le bandage d’acier qui pèse à lui seul 600 kilogrammes est posé à plat sur un plateau de bois, recouvrant une vaste cuve remplie d’eau. A l’aide de palans la roue est descendue dans le bandage qui, dilaté par la chaleur, l’encastre facilement dans sa circonférence. Le tout est mis soigneusement en place et le plateau de bois s’enfonce dans la cuve y entraînant le bandage et la roue; l’action réfrigérante de l’eau resserre fortement le métal du bandage qui est ainsi naturellement fixé. Et cette méthode d’attache par serrage naturel qui semble au premier abord ne pas devoir tenir, lorsqu’il s’agit de pièces de fatigue telles que des bandages, on le retrouvai sous une autre forme à la pose des roues sur leurs essieux. C’est une machine spéciale qui effectue cette opération, dans la technique du métier le calage des centres sur les axes; elle est mue par l’hydraulique et se présente comme un simple support sur lequel un axe est posé horizontalement. Cependant des roues de C 61 amenées par des grues du fond de l’atelier; aux deux bouts de l’axe, une de ces grandes roues de 2 mètres est posée perpendiculairement, et le problème à résoudre est l’introduction par glissement des bouts de l’axe dans l’ouverture centrale des centres. Le diamètre des premiers est, en elles, de 3/10 de millimètre plus étroit que les secondes, et lorsque l’on considère l’épaisseur des pièces à réunir, l’homogénéité de la matière qui les compose, il semble que la réunion est impossible. Cependant le contremaître ayant donné un ordre, un ouvrier ayant tourné une manette, deux bras de fer viennent s’appuyer sur les roues, un autre levier à pousser et, appuyant de ses 50 000 kilogrammes de puissance sur les deux centres, la machine les force à recevoir l’axe qui pour prendre la place qui lui est réservée trop petite doit s’écraser, se rapetisser. Sous l’effort colossal les centres éclatent quelquefois. Comme les bandages sur les roues, l’essieu était monté, sans tenons ni écrous, par la seule force adhésive du métal.
Cette précision dans les diverses opérations exécutées, ces dixièmes de millimètre soigneusement mesurés pour le calage de pièces dont l’ensemble pèse plus de 4 000 kilogrammes, est étonnante. On va à l’atelier du Petit outillage, tout proche de l’atelier des roues, où se préparent les mille petites pièces de mécanisme, boulons, vis, écrous, robinets, manettes, et où des centaines de machines-outils les plus perfectionnées sont conduites par des ouvriers d’élite. En circulant au milieu des tours à revolver, des machines à fileter qui automatiquement produisent des pièces qui brillent et semblent des bijoux d’argent.
On est conduit devant le tour de précision, outil merveilleux qui faisait justement des petits écrous pour la locomotive. Ce tour travaille au centième de millimètre. On me montre les petits écrous en travail, si exactement calibrés que, chauffés dans la main, ils se dilatent suffisamment pour ne plus jouer sur le filetage de leurs rivets. Jamais la grande masse de métal n’avait donné l’impression d’une mécanique aussi délicatement constituée. On connaissait d’une C 61 la mise en œuvre de la chaudière, des grosses pièces, des ressorts, des roues; on savait comment se préparent les mille pièces nécessaires à sa terminaison, et maintenant on va passer au moulage de tous ces morceaux; après avoir vu la préparation du monstre pour assister à son achèvement.
En principe, chaque locomotive en construction est confiée à un ajusteur qui est chargé de la préparation des pièces. Celles-ci venant de la fonte ou des différents ateliers sont réunies à l’atelier d’ajustage, un des plus grands et des plus actifs et non pas le moins bruyant car il est réservé aux grosses machines-outils, fraiseuses, poinçonneuses, taraudeuses, raboteuses, étaux limeurs, tours. Chaque pièce, cylindre, piston, bielle, etc., est marquée de la lettre et du numéro de la machine à laquelle elle est destinée et toutes viennent s’entasser près des marbres ou tables massives en fonte, parfaitement planes, sur lesquelles les ajusteurs tracent, d’après les plans, les épures et leurs calculs, le contour exact des pièces, mettant les parois à l’épaisseur, les cylindres au diamètre, etc. De ces premières mesures dépendent la vie de la locomotive et la durée de son service futur, et les ajusteurs doivent être infaillibles dans leurs tracés. Un millimètre d’écart dans les calculs et le piston glisserait mal dans les cylindres, les tiroirs ne suivraient pas exactement la marche des pistons; la machine-outil est aveugle dans son travail et demande une préparation impeccable des pièces qui lui sont confiées.
Parmi les amoncellements de tiroirs, de boites à graisse, de bielles, de tuyaux, de coulisses, de cylindres, de glissières qui s’entassent à même le sol de l’atelier, on pouvait apercevoir ceux qui intéressaient particulièrement, marqués d’un C peint en couleur claire. Sur le sol ou sur les machines-outils, c’est ici leur dernier passage avant le montage définitif, et pour les suivre, à leur achèvement, de l’ajustage au montage, il suffit de traverser une cour séparative pittoresquement encombrée de cheminées, d’abris de mécanicien et de tenders.
On avait été conduit au montage n° 1. Plus sombre qu’aucun des ateliers déjà visités, le grand hall du montage ne donne plus l’impression de grouillante et fébrile agitation déjà ressentie à la chaudronnerie de fer et à l’ajustage. Le travail est ici calme et relativement lent. Séparés par la fosse d’un pont roulant à vapeur, deux larges bas-côtés sont occupés par les grandes masses des machines en cours d’exécution ou de réparation. Les premières seules intéressent aujourd’hui et on va directement aux machines neuves, reconnaissables à leurs carapaces peintes en rouge, à leurs châssis peints en bleu. Il y a là des C61 en différents états d’achèvement, les unes à peine commencées, les autres ayant la chaudière déjà montée; d’autres encore, munies de leurs roues, de leur tuyauterie, de leur revêtement de laiton, sont presque terminées.
Chaque machine se monte sur une fosse au-dessus de laquelle sont dressés des échafaudages de madriers, et pour toutes les opérations sont les mêmes et d’ordre identique. On sait que le bâti inférieur d’une locomotive est constitué par deux longues poutres d’acier de 10 mètres de long, appelées longerons. Ces longerons amenés tout mortaisés et percés de l’ajustage sont dressés sur un marbre, c’est-à-dire aplanis exactement, puis posés parallèlement l’un à l’autre sur les madriers de soutien. On leur ajuste les petits cylindres extérieurs, puis on les réunit par des entretoises; d’abord celle d’avant formée par les gros cylindres intérieurs, puis la traverse d’arrière et les intermédiaires. Toutes les pièces arrivent terminées des ateliers où elles se fabriquent, il n’y a qu’à les assembler par des boulons et les river les unes aux autres. On est surpris que les ajusteurs puissent s’y reconnaître dans le fouillis de tuyaux qui, comme des serpents, se dressent au-dessus des pièces d’acier brillantes, des vis, des robinets, des cylindres, des plaques de revêtement extérieur, des bielles, des excentriques, des chaînes et des leviers. Toutes les pièces bientôt mises en place sur la locomotive, celle-ci avant huit jours sera terminée et sortie des ateliers. Seuls quelques coups de marteau et de lime nécessitaient un ajustement de pièces et chacune des parties constitutives de la C 61 arrivait au moment voulu prendre sa place sur le bâti.
Venant de la chaudronnerie de fer, la chaudière et son foyer traînée sur wagon puis levée par un transbordeur mécanique est amenée doucement au-dessus du châssis prêt à la recevoir; descendue elle repose en arrière sur des cales, en avant sur les gros cylindres. Cependant devant la carcasse énorme et la grandeur de cette chaudière, devant son poids formidable de 13390 kilogrammes, il semble étonnant que l’on ne les fixe pas au bâti par des attaches solides et définitives. Ayant présent à l’esprit les sauts et le tangage des locomotives sur les rails, ne pas rattacher la chaudière à son bâti semblait une mesure constructive anormale. Mais en mécanique toute loi a sa raison d’ être, et l’on expliqua que si la chaudière n’est retenue aux longerons que par son avant, c’est que lors de chaque allumage elle se dilate tout entière dans le sens longitudinal et vers l’arrière. Lorsque on voit passer la masse colossale d’une C61 ou de toute autre machine, on se rappellera que toute la partie de machine qui domine les roues recule au moment de la chauffe de 15 millimètres, rentrant sous l’abri qui, lui, est fixe, retenu immuablement au châssis. 15 millimètres, c’est peu, dira-t-on; c’est cependant sensible, et sur les machines en service on voit très bien la ligne d’usure formée dans la peinture de l’enveloppe du foyer par le frottement des bords de l’abri. Et non seulement la chaudière et le foyer reculent, mais aussi la carapace de laiton qui recouvre l’ensemble de la locomotive.
Donc, simplement posée sur les longerons, la chaudière est munie de ses accessoires, tuyaux de prise de vapeur, organes de transmission, soupapes avec leurs balances, sifflet, joints d’autoclaves pour faciliter le nettoyage intérieur, robinets de vidange, tuyaux de graissage, etc. En même temps que des ouvriers monteurs terminent ainsi la chaudière, d’autres ajusteurs mettent en place les roues qui sont glissées sous le châssis, fixées dans les coussinets et les boites à huile préalablement réunies aux ressorts par les tiges de suspension. Ce sont les boîtes à huile qui supportent par l’entremise des ressorts la charge presque entière de la locomotive, et leur mise en place est délicate; il ne faut ni jeu ni coincement, à ces pièces qui en position normale s’usent avec une déplorable facilité.
Les roues posées, on y fixe les bielles motrices retenues à l’essieu et au piston par des chapes clavelées, les bielles d’accouplement réunissent les deux roues motrices; les tiroirs sont mis en place, reliés à la coulisse. Le truck articulé ou bogie est glissé sous l’avant de la locomotive; le bogie est cet avant-train, muni de quatre petites roues d’un mètre de diamètre, qui permet par sa mobilité sous la machine la prise en grande vitesse des courbes de petit rayon ; et maintenant la C61 apparaît avec ses formes définitives. Les plaques de laiton viennent recouvrir le corps cylindrique, le foyer, le dôme, la sablière et la cheminée. En forme de coupe-vent, cette enveloppe change l’aspect de la locomotive qui de mécanique un peu complexe, toute papillotante des mille rivets, des joints brillants, des tuyaux amassés sur sa carcasse intérieure, devient une machine lisse, nette, bien habillée. Le coupe-vent est monté sur ses gonds, l’abri du mécanicien est mis en place, la pompe alimentaire, les tuyaux de la sablière, de l’indicateur de vitesse, des freins, des injecteurs sont fixés sur l’enveloppe. Le chronotachymètre ou indicateur de marche est posé sur la roue d’arrière ; les mille petits robinets, les tiges de manœuvre du régulateur et de la coulisse, les volants, les manomètres, les leviers, sont placés également ; les marchepieds, la lanterne, viennent terminer la série des pièces à ajuster, et après un dernier coup d’œil des contremaîtres, des chefs monteurs, des sous-directeurs, des ingénieurs, la locomotive est roulée jusqu’à l’atelier de peinture.
Plusieurs opérations coûteuses et longues étaient encore nécessaires pour donner à la C 61 son aspect reluisant de grande coquette. Il fallait d’abord nettoyer le laiton à l’essence, lui donner une première couche, repeindre en gris, passer deux couches du vert définitif, faire les filets d’ornement, rechampir et, enfin, vernir. De même il faut exécuter les essais de timbre en présence des Contrôleurs de l’État et à l’aide de pompes à main qui refoulent dans la chaudière 21 kilos de pression, 6 kilos en plus de la pression normale.
Après la construction des locomotives, il convient de se livrer à l’étude de leur marche et de leur maniement et à la vie d’un de ces colosses de métal qui, comme les C 61 et sans leur tender, pèsent vides près de 62 tonnes et coûtent 110000 francs à construire; exactement selon les derniers devis de la Compagnie 2 fr. 20 le kilogramme.
Son exploitation
A voir sauter et trépider les bielles dans les cylindres, à voir tournoyer follement les roues, il semble que toute la machine va craquer sous la poussée continue de la vapeur qui la jette en avant et qu’infailliblement va s’écraser au premier tournant. Les locomotives sont solides cependant; les ressauts et les secousses sont des effets de vitesse prévus par les ingénieurs, et quoique à chaque embardée de bielle il semble que la machine tout entière soit prête à quitter le rail, elle s’y maintient et résiste parce que, d’après les calculs soigneusement faits, elle doit s’y maintenir et résister.
A cette extraordinaire solidité des locomotives s’ajoute, arrêtées, les feux éteints, une impression de mécanique géante, énorme avec ses 10 mètres de long, ses 4 mètres de haut, ses 3 mètres de large, ses 52 000 kilogrammes de poids; et il semble que jamais cette masse de métal si pesante ne pourra s’élancer sur les rails à 80, 90, 120 kilomètres à l’heure. La vapeur seule peut opérer le miracle, et à voir au départ ou en marche une locomotive, on ne peut qu’admirer cette puissance expansive de la vapeur asservie par le génie des ingénieurs, et du même coup l’assurance de ceux qui conduisent ces machines à ces vitesses, à l’aide de quelques roues et de deux ou trois leviers.
Chaque locomotive est confiée à la direction d’un mécanicien ayant sous ses ordres un chauffeur. Mais le libre accès des dépendances d’une grande gare telle que celle du Paris-Lyon était plus difficile à obtenir et de pratique plus délicate que le libre accès des ateliers de construction; et une promenade sur des voies de chemin de fer était fort dangereuse.
De fait lorsque, sorti des bureaux, on commençait à sauter de rail en rail et à marcher sur le ballast. Lorsqu’il fallut prendre garde aux fils des disques pour ne pas choir dans leurs enchevêtrements, regarder en avant les traverses sur lesquelles on devait poser le pied, en arrière surveiller du coin de l’œil les locomotives de manœuvre ou coucous qui, toutes petites qu’elles soient, écraseraient avec une déplorable facilité, la promenade fatigante est moins rassurante imaginée tout d’abord.
On arrivait au dépôt des machines, situé en deçà des ateliers de construction et les surplombant de toute l’élévation d’un remblai de 4 mètres.
Le dépôt de Paris est une vaste rotonde couverte, autour de laquelle sont rangées en demi-cercle les locomotives en activité de service, les unes sous pression, prêtes à partir, les autres en cours d’allumage, où les feux éteints, au repos complet. Les quatre-vingts machines du dépôt de Paris sont de différents types, mais toutes des modèles à voyageurs, les machines à marchandises ayant leur dépôt spécial à Villeneuve-Saint-Georges.
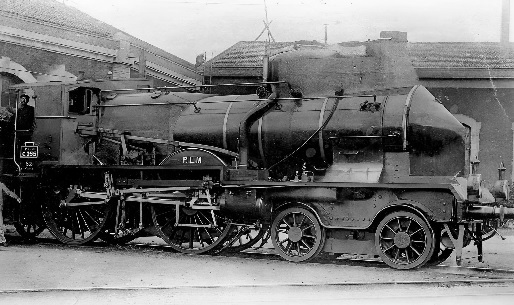
On apercevait, dans la pénombre qu’augmente la fumée des machines arrivant ou partant, les anciens modèles sans becs, puis les B 111 allongeant leur éperon entre les colonnes de soutien du hall; puis, peu nombreuses encore, les C 61 vers lesquelles on se dirige. En voici une dont le repos est absolu. De la main un employé en tâte les parois pour s’assurer, que dans l’attente d’un prochain départ, le feu n’est pas latent dans le foyer, mais le monstre est bien mort, et pour s’initier sur les dispositions intérieures d’une cabine de mécanicien, on monte sur la plate-forme; non sans peine, les marches sont hautes et glissantes.
Une BB 111
C’est plus grand qu’on ne peut se l’imaginer un abri de locomotive, et à deux on a largement la place de se retourner. Derrière soi on a le tender avec sa caisse à eau et son charbon, devant soi la plaque arrière du foyer sur laquelle sont disposés les différents leviers nécessaires aux manœuvres. C’est à droite que se tient le mécanicien, ayant sous la main le levier du régulateur, le volant de la coulisse de changement de marche, les manettes des freins à air automatiques et modérables, le levier d’ouverture de la sablière pour le démarrage, le robinet de contre-vapeur; devant.les yeux, le manomètre de la chaudière, ceux des freins, le niveau d’eau et l’indicateur de vitesse. Le chauffeur, qui se lient à gauche, est chargé, en plus de l’entretien du feu, de la manœuvre des injecteurs, des purgeurs et du graissage qui s’opère à l’aide d’un compresseur d’huile, sorte de moulin dans lequel est versé le liquide qui s’en échappe vers les cylindres par de petits tuyaux de cuivre. Deux glaces pivotantes permettent aux conducteurs de la locomotive de voir en avant sans se pencher en dehors de l’abri. Il semblait que, en regardant par ces glaces, on ne voyait guère que le corps de la locomotive qui me masquait la voie: or il parait que l’on voit suffisamment loin sur les rails pour pouvoir parer aux accidents possibles, pendant le jour bien entendu, car la nuit les signaux seuls sont aperçus par les mécaniciens, et un omnibus des grands modèles serait-il sur les rails que le train s’arrêterait toujours trop tard pour éviter le choc; il ne faut pas moins de 300 mètres en effet à un rapide lancé pour s’arrêter, et la nuit on ne voit pas à 300 mètres, d’autant plus que la lueur du foyer aveugle et que les lanternes des gares éblouissent. Mais les mécaniciens sont confiants en leur étoile, et ce qui contribue à leur donner cette assurance que l’on admire, c’est la connaissance absolue de leur machine.
Aujourd’hui que la banalité des machines, qui fut en honneur pendant un temps, a de nouveau laissé la place à la première des méthodes, à chaque mécanicien sa locomotive, ceux-ci ont l’orgueil de bien conduire et de soigner celles qui leur sont confiées; ils arrivent à s’identifier avec la mécanique dont ils ont en familiarité tous les rouages, et ceux d’entre eux qui, revenus à d’autres emplois, voient passer devant eux la B 371 ou la C 55 ne peuvent s’empêcher de regarder avec intérêt leur ancienne machine et de regretter parfois le temps où ils la conduisaient en vitesse sur les lignes de la Compagnie à travers la Bourgogne, le Dauphiné, la Provence ou le Bourbonnais.
Les mécaniciens aiment leurs locomotives et aussi leur métier, qu’ils estiment sain et capable de leur donner bon appétit et bon sommeil et existe une légende. La légende représente en effet les conducteurs de locomotives comme des travailleurs surmenés, secoués et ballottés sans cesse sur leur machine, exposés aux intempéries, obsédés par la crainte des accidents possibles, hantés par la vision des signaux, le visage coupé par l’air trop vif qui les étouffe, gelés par en haut et horriblement chauffés par en bas, et arrivant toujours exténués au point terminal de leur parcours. Ainsi présenté le constat du tableau est largement poussé au noir. A côtoyer, dans le dépôt ou sur leurs machines, les mécaniciens et les chauffeurs, a partager même pour quelques instants les occupations journalières de leur métier, on apprend à évaluer exactement les parts de risques et de fatigues auxquels ils sont soumis, et de les avoir vus à l’œuvre il faut garder, en même temps qu’une grande estime pour leurs personnalités, l’assurance que ce ne sont ni des héros, ni des martyrs, mais des travailleurs consciencieux, qui font leur métier avec toute la perfection exigible d’hommes de devoir rigides. Obligés, malgré de multiples circonstances défavorables, de conduire leurs trains sans à-coup et sans accidents, les mécaniciens et les chauffeurs doivent être des hommes d’élite, absolus dans l’application des règlements, confiants dans leur sang-froid et leur coup d’œil, sachant exactement quelles sont les responsabilités qui leur incombent, et surtout capables d’ignorer les défaillances morales et de combattre sans aucune faiblesse les défaillances physiques.
Et ces remarquables qualités d’endurance, non seulement les mécaniciens de carrière, anciens chauffeurs vieillis dans le métier, doivent les posséder, mais également les ingénieurs de la traction et du matériel qui tous, les grands chefs de service comme les autres, qu’ils sortent de Centrale, de Polytechnique ou d’autres Écoles, ont du faire un stage au service de traction, un an d’abord comme simple chauffeur, deux ans comme mécanicien.
Les manœuvres que le chauffeur effectue en marche et sans relâche. Toutes les deux minutes il doit ouvrir la porte du foyer, prendre le charbon au tender, l’enfourner par pelletées de 25 kilogrammes, et pour se reposer de l’enfournage, ouvrir les injecteurs, surveiller le niveau d’eau, le manomètre, puis égaliser le feu avec le ringard, enlever les bosses et le mâchefer avec la fourche; et toujours recharger le feu qui, sur ses 2 mètres carrés de surface, ne doit pas présenter un seul point noir sinon la pression baisse. Pour donner une idée de la fatigue résultant de ce labeur constant, lorsque, prendre sur le tender, l’un après l’autre, les outils du chauffeur, le casse-coke, la fourche, le ringard, si on manie facilement le premier, mais pour les deux autres, longues tiges de fer de 4 mètres de long, épaisses pour résister au feu, pesant au moins 10 kilogrammes, on parvient avec peine à les dresser debout sur la plateforme, on se sentais incapable de les retourner, de les introduire dans le foyer, de m’en servir pour remuer le moindre morceau de charbon. Or les chauffeurs ont constamment le ringard ou la fourche à la main, et que tout est habitude dans le métier, ils prenaient les outils, les faisaient tourner dans leurs mains, en jouaient comme de deux pincettes de cuisine et on ne pouvait qu’admirer leur aisance en pensant que de tels exercices effectués dans le bruit, la fumée, la bousculade du lacet de la locomotive, les trépidations, la chaleur, étaient bien faits pour empêcher les chauffeurs de grossir, et de fait le dicton est constatable : les chauffeurs sont toujours maigres, ils engraissent aussitôt qu’ils sont passés mécaniciens.
Ceux-ci, au contraire des chauffeurs, restent immobiles sur la machine. Debout sur le tremplin à ressort qui leur évite les vibrations, la main sur le levier du régulateur prêt à le fermer au moindre accroc; ne quittant des yeux la voie et les signaux que pour jeter un regard au manomètre, au niveau d’eau et à l’indicateur de vitesse, surveillant sa machine des yeux et aussi des oreilles, car c’est à l’écouter qu’il sait si tout est en ordre dans le mécanisme, le mécanicien ne correspond avec son chauffeur que pour de brèves indications de rechargement du foyer ou d’ouverture des injecteurs.
Cependant redescendu de la machine, et avant d’examiner les diverses dépendances du dépôt on est allé faire toilette, non pas à la salle de douches où, à leur arrivée, les mécaniciens et les chauffeurs prennent un bain complet, mais au bureau du chef de dépôt. Les mains nettes de charbon, on est revenus à la rotonde, et on montra l’aménagement d’un tender, cette vaste caisse de tôle qui suit toujours la locomotive et qui, à elle seule, pèse vide 17 200 kilogrammes et contient en ordre de marche 16 000 litres d’eau et 4 000 kilogrammes de charbon. A l’arrière du tender sont placés trois coffres: en bas, un coffre à outils contenant les vérins, crics, marteaux, lanternes, pétards, nécessaires à parer à un accident léger ou à des arrêts imprévus en pleine voie; en haut, deux coffres mitoyens, l’un, réservé au chauffeur, est à droite, l’autre, au mécanicien, est à gauche. Dans leurs coffres, les deux équipiers ont leurs paniers de provisions, leurs vêtements de rechange, et, depuis quelques années leurs draps enfermés dans des boîtes de fer-blanc. Ils couchent en effet où les mène leur service, et les mécaniciens et chauffeurs de Laroche couchent à Paris, ceux de Paris à Laroche, etc. Les trains, on le sait, ne sont pas traînés par la même machine d’un bout à l’autre de leurs parcours, la locomotive qui prend un rapide à Paris le mènera jusqu’à Laroche, où il est confié à une seconde machine pour le trajet de Laroche à Dijon, etc. Par cette division dans la traction, nécessitée par le besoin de réduire les arrêts au seul temps exigé par les changements de machines, leurs conducteurs ne font que des heures de travail largement espacées, selon des tableaux de service affichés au bureau du dépôt et valables pour une quinzaine.
Lorsque la locomotive quitte son train à la gare terminus de Paris, le laissant à quai dans l’attente d’un nouveau voyage ou aux soins d’un coucou qui le mènera à l’atelier de nettoyage, elle prend les voies d’accès du dépôt et passe d’abord au parc, où elle doit se ravitailler. Aux réservoirs elle prend, dans son tender, 16 mètres cubes d’eau mélangée de carbonate de soude pour empêcher l’incrustation intérieure de la chaudière; au quai à combustible 4 000 kilogrammes de charbon; 80 kilogrammes de sable pour le démarrage, 14 kilogrammes d’huile et 4 torchons d’essuyage. C’est le mécanicien qui fournit au bureau des approvisionnements les bons des quantités qui lui sont nécessaires de chaque matière, et les primes d’économie de combustible et d’huile se calculent à chaque fin de mois d’après ses bons.
Deux méthodes sont encore employées simultanément à la Paris-Lyon pour le chargement du combustible dans les machines. Un ancien quai, sur lequel des centaines de paniers pleins de charbon sont rangés côte à côte, sert au chargement à bras d’hommes des petites locomotives-tender des vieux modèles ; un nouveau quai, haut de plusieurs mètres, est réservé au réapprovisionnement mécanique des locomotives à voyageurs. Tour à tour les nouvelles arrivantes viennent se ranger sous un tablier de fer mobile, qui, du haut du quai, aboutit au tender. La plateforme du quai est occupée par des wagonnets de houille menue que des coketiers poussent jusqu’au tablier et basculent; le charbon tombe d’un seul coup par le tablier dans le tender, et la nouvelle méthode est autrement rapide que l’ancienne, les paniers tenant 50 kilogrammes de charbon et les wagonnets en contenant 500.
Du parc à combustible, la machine rentre dans la rotonde du dépôt; elle est amenée sur la plaque tournante à vapeur et dirigée vers sa place de repos. Arrêtée, le chauffeur vide son feu si la machine doit rester quelque temps inactive; recouvre celui-ci et le conserve en arrêtant le tirage si, au contraire, la machine doit repartir dans un intervalle rapproché. En même temps le mécanicien a vérifié et passé en revue tous les organes, inscrivant sur son livre de réparations les tubes qui perdent, les boulons perdus; chaque voyage nécessitant quelques pièces à changer. Ce livre de réparations est porté au bureau du dépôt, et les réparations qu’il indique sont faites sur place dans la rotonde. Les petites réparations bien entendu, car les remplacements de chaudière, les changements de pièces importantes, nécessitent le passage de la machine aux ateliers de construction où elles restent de huit à dix jours, en inaction, démontées.
Après qu’ils ont vérifié leur machine, que le feu est éteint ou couvert, le mécanicien et le chauffeur vont au bain, puis au réfectoire ou au dortoir. Ce ne sont pas eux en effet qui s’occupent du nettoyage à l’arrivée, non plus que de l’allumage pour un nouveau voyage, et sachant leur heure de départ, l’ayant notée en même temps que le numéro de leur machine sur une ardoise placée eu pied de leurs lits, ils peuvent dormir sans crainte, le chauffeur de dépôt les réveillera au moment voulu.
En même temps qu’ils ont abandonné leur locomotive, sept ou huit nettoyeurs s’en sont emparée, la lavant, l’essuyant, l’astiquant, faisant sa toilette complète. Les ramoneurs de tubes nettoient les tubes à l’aide d’un jet de vapeur emprunté à la chaudière elle-même, et si la locomotive a parcouru 1500 kilomètres depuis le dernier lavage intérieur de la chaudière, ils dévissent les joints d’autoclaves et projettent par ces ouvertures de l’eau sous pression, destinée à détacher les dépôts calcaires, vers rongeurs des chaudières qu’ils dévorent avec une déplorable facilité. Propre, prête à repartir, la machine est abandonnée par les laveurs, ramoneurs, nettoyeurs qui sans cesse passent d’une machine à l’autre, car de même qu’elles emploient un grand nombre d’ouvriers pour l’entretien et la réparation de leurs milliers de pièces, de même au dépôt il leur faut de très nombreux serviteurs, pas moins de 800 pour 150 machines.
C’est le chauffeur de dépôt qui, à l’heure indiquée, est chargé d’allumer les machines complètement éteintes, opération qui doit s’effectuer doucement et sans à-coup. De gros fagots de 40 kilogrammes, des chiffons, sont enflammés à l’aide d’allume-feux écossais, et lorsque le tout flambe clair, on met des briquettes puis du charbon.
Il faut 4 heures pour que les 3800 litres d’eau de la chaudière soient en ébullition suffisante pour donner les 8 kilogrammes de pression nécessaires pour permettre le départ. Cependant, l’allumage terminé, les conducteurs prévenus sont arrivés et montés sur leur machine. Celle-ci doit être placée en tète du train 10 minutes avant l’heure de départ; 20 minutes lorsqu’il s’agit de machines qui, comme les C61, sont munies des appareils de chauffage des wagons par la vapeur même de la chaudière.
Le soir était venu et maintenant dans le grand hall de la rotonde, mal éclairé par quelques becs de gaz, le va-et-vient incessant des machines entrant et sortant, tournant sur la plaque de manœuvre, s’augmentait en raison des départs prochains des trains rapides de nuit.
On comprenait parfaitement qu’il faille plusieurs mois pour faire un mécanicien stable, et aussi un bon chauffeur car ceux-ci, lorsqu’ils-sont placés pour la première fois sur un rapide, trébuchent et tombent, malgré leur apprentissage sur les trains de marchandises et de petite vitesse. C’est une grande souplesse des jambes qu’il faut avoir pour ne pas choir dans le charbon du tender, et se tenir aux bastingages, c’est-à-dire aux garde-fous de la plate-forme. La pression; qui au sortir du dépôt était de 8 kilogrammes, doit être arrivée avant la gare à le pression du timbre, c’est-à-dire 15 kilogrammes, et le chauffeur ne cesse d’enfourner le charbon, secouant le feu avec le ringard. Le signal vert qui bientôt :nous arrête. Le mécanicien siffle, il est en retard et voudrait bien passer, mais le signal à des doigts de pied, c’est-à-dire des pétards d’alarme et, peu soucieux d’une amende, il ne veut pas les écraser. Cependant à cette heure la voie devrait être libre pour notre train, et le mécanicien ressiflle au disque avec quelque impatience. Les vingt minutes réglementaires nécessaires à la transmission de la vapeur de la chaudière dans les bouillottes des wagons vont se trouver écourtées, et les voyageurs se plaindront du peu de chaleur des appareils de chauffage et ils auront raison. Enfin le signal tourne au blanc et il repart. L’indicateur de vitesse, sorte de tube de verre rempli d’eau colorée et-relié à une turbine qui, mue par les roues, refoule l’eau au long des graduations marquées sur le tube, indique 8 kilomètres seulement. L’arrivée dans la gare pour laisser la place libre aux dernières manœuvres, essai des freins, chargement du foyer, etc:
Cependant les voyageurs sont montés dans les voitures à couloir; le mécanicien, qui a placé devant lui son petit cadre mobile contenant. la marche de son train, vérifie celui-ci d’un regard. Si le chef de train a l’autorité au moment de l’arrêt, du moins le mécanicien est-il le seul maître en marche, et il doit s’assurer au départ que les wagons suivent régulièrement la locomotive, d’abord le fourgon, puis le wagon des postes, sept voitures de premières et un fourgon de queue. C’est une lourde responsabilité qu’un train complet de luxe, pesant 313 tonnes et coûtant 495 000 francs, matériel seul compris bien entendu; avec les voyageurs et les bagages, c’est à certains jours près d’un million à traîner derrière soi, et l’on comprend que les mécaniciens soient des hommes calmes et précis dans leur travail. Cependant il est juste de dire que les mécaniciens ne sont pas seuls responsables de la marche sans accidents de leurs trains; les compagnies ont organisé pour cela des signaux, une surveillance constante des voies, des aiguilles, des « bifurs », et c’est ainsi que tous les matins avant que le premier train passe, des centaines de cantonniers ont parcouru les lignes de la Compagnie Parie Lyon-Méditerranée, vérifiant les écrous des éclisses joignant les rails, les resserrant, les remplaçant au besoin, et cela sur les 8 000 kilomètres du réseau.
Prêt à partir, la pression bonne, les 300 kilogrammes de charbon du foyer en pleine activité, la chaudière sonnant et trépidant sous l’action: contenue de la vapeur, les deux conducteurs accoudés sur les garde-fous de leur machine; attendent avec placidité le moment du départ: Il suffit d’un coup de sifflet du chef de gare; de l’appel de trompe du chef de train pour animer les hommes et la locomotive qu’ils dirigent. Le chauffeur desserre les freins, ouvre le tuyau de la sablière qui porte devant les roues motrices le sable qui doit leur permettre de gripper aux rails ; en même temps le mécanicien a donné un coup de sifflet, ouvert son régulateur, mis à l’aide de son volant la coulisse à la division voulue pour partir de 50 ou 60 kilomètres, et déjà la vapeur fuse par les pistons. Le chauffeur purge les cylindres de l’eau condensée qu’ils contiennent; le mécanicien ouvre en grand son régulateur, la machine patine pendant quelques secondes, le train est lourd, puis elle part bien assise sur ses huit roues que 3500 litres de vapeur pousseront en avant, sans arrêt, pendant 150 kilomètres.
Et assister au départ d’un train rapide, on envie l’absolu confort des voyageurs. Pour eux le mécanicien et le chauffeur veillent sur la locomotive, des centaines d’employés sur les voies, la sécurité inhérente à des précautions multipliées à plaisir par la Compagnie est assurée à leur voyage ; ils ont à leur disposition des wagons luxueux et sont traînés par une merveilleuse machine, en est-il encore parmi nos contemporains qui puissent regretter le temps passé des diligences traînées par cinq chevaux, quelquefois poussifs, et sur des routes poudreuses, à raison de deux lieues à l’heure?
Une nouvelle locomotive à grande vitesse en 1899
L’administration des Chemins de fer de l’État a.mis en circulation sur son réseau, une série de nouvelles locomotives à grande vitesse, d’une puissance remarquable, dont il convient de donner la description car la locomotive de l’État, constitue un réel progrès sur ses devancières, en ce sens particulier qu’elle peut effectuer, sans arrêt,.de très longs parcours. Au point de vue de l’exploitation industrielle d’un réseau de chemins de fer, c’est un avantage considérable.
Ce fut un ingénieur anglais, John Ramsbottom, qui, le premier, chercha à résoudre le problème de faire, parcourir un long trajet à une machine, sans s’arrêter pour prendre de.l’eau.
Voici le dispositif. qu’il avait imaginé, et qui, légèrement modifié par la suite, a été adopté en Angleterre et aux États-Unis. Dans une section de voie en palier, c’est-à-dire horizontale, on installe entre les rails une sorte de rigole constamment remplie d’eau. Le tender porte un tuyau terminé par un bec mobile pouvant plonger dans la rigole et qu’on abaisse au moment voulu. Pourvu que la vitesse ne soit pas inférieure à 40 kilomètres, l’eau pénètre dans le tuyau, s’y élève peu à peu et remplit les caisses d’alimentation de la machine.
M. Desdouits, l’ingénieur en chef qui a dessiné les plans de la nouvelle locomotive de l’État, type 121/220, s’est dit qu’il valait mieux augmenter la capacité du tender; ce qui évitait l’inconvénient des canalisations spéciales. Il a donc porté cette contenance à vingt tonnes, grâce à quoi, le parcours de Chartres à Thouars, — Soit 239 kilomètres, — et inversement, est fait maintenant sans prise d’eau par tous les train. Rapides.
C’est le plus grand trajet qui soit effectué ainsi tout d’une traite, en France. — A l’étranger, il faut citer la distance de 239 kilomètres couverte par l’Empire State express, entre New-York et Albany, et les 309 kilomètres que font, entre Paddington et Exeter, en Angle-terre, certains rapides du Great Western Railway. — On ajoutera qu’à titre d’expérience une des locomotives de l’État, dernier modèle a effectué le trajet total de Thouars à Paris (326 kilomètres) sans s’arrêter une seule fois en cours de route, record qui fait réellement honneur aux ingénieurs de la traction qui l’ont réalisé.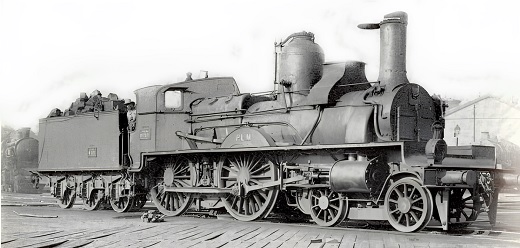
Locomotive type 121
La locomotive en question est à quatre roues couplées et à bogie, dont le déplacement transversal facilite beaucoup les passages en courbe. Afin de réduire les effet, de la résistance, de l’air qui croit, avec la vitesse, l’avant de la machine a été muni d’une espèce de proue, nommée taille-vent ; en outre, la cabine du mécanicien a été construite de manière à présenter un angle dont la pointe est orientée dans le sens de la marche. Double condition très favorable et permettant à la locomotive de fendre l’air comme un projectile lancé à toute vitesse.
En 1895, la Compagnie du PLM avait inauguré ce dispositif, perfectionné sur les nouvelles locomotives, dites « à bec » , de l’Etat. Leur chaudière mesure près de 7 mètres de longueur et 1 m 38 de diamètre. Les 111 tubes à ailettes qui traversent la chaudière sont, comme elle, en acier doux. Le foyer a été placé entre les deux.essieux moteurs, ce qui a permis de lui donner de plus grandes dimensions. On a pu ainsi obtenir une surface de grille d’environ 3 mètres carrés et une surface de chauffe totale de 158 mètres .carrés. Résultat de cet ensemble de dispositions : une puissance exceptionnelle. L’effort de traction dépassant 6.000 kilos, les machines de M. Desdouits peuvent remorquer, sur les profils accidentés du réseau, des charges de 150 à 200 tonnes et roulant vers les Sables-d’Olonne, Royan ou Bordeaux.
Quant aux dimensions générales de la locomotive, en voici très exactement les éléments caractéristiques. — La longueur totale, entre tampons, est de 10 m 30 ; la hauteur de la cheminée au-dessus des rails, 4 m 40 ; le diamètre des roues motrices, 2 m 03 au contact; l’écartement des essieux extrêmes, 7 m 35; le poids de la machine en service, sans compter le tender, dépasse 50 tonnes.. Sa vitesse moyenne est de 82 kilomètres à l’heure, mais, dans certaines conditions favorables, elle peut atteindre 100 kilomètres et plus
L’accident de la gare Montparnasse
Article paru en 1895
Le 22 octobre dernier, le train express qui part de Granville à 8 h. 45 du matin pour arriver à Paris à 3 h. 55 du soir, entrait à toute vapeur sous la halle vitrée de la gare Montparnasse.
Devant les employés stupéfaits et s’écriant : « — C’est un train fou ! »
La locomotive brisa le heurtoir terminus, escalada le trottoir au pied duquel aboutissent les voies et, renversant le mur qui supporte le vitrage d’une des deux baies ouvertes sur la place de Rennes, elle apparut, dans un fracas formidable, aux yeux des promeneurs de la place. Ils la virent s’avancer un instant puis s’incliner par son propre poids et tomber verticalement sur la place suivie de son tender tandis que le premier fourgon de tête s’arrêtait au bord de la baie.
La locomotive avait fait une chute de dix mètres.
Cet accident est unique dans l’histoire des chemins de fer. On vit assez souvent, dans les gares terminus, des heurtoirs enlevés par le brusque choc d’un train trop tard arrêté. Il y a quelques années même à la gare de Versailles, rive gauche, une machine troua le mur de la gare et se montra aux passants de la rue voisine. Puis, à la gare d’Orléans, un train traversa les bureaux placés à l’extrémité du quai.
Mais aucun de ces accidents n’eut les proportions de celui de la gare Montparnasse où l’on vit tomber de la hauteur considérable que nous venons d’indiquer, une locomotive et son tender pesant ensemble près de 70000 kilos.

La photo reproduit l’aspect de la gare Montparnasse après la chute de la locomotive immédiatement après l’accident.
L’extrémité des longerons de la machine est enfoncée dans le sol de la place de Rennes, tandis que le tender occupe le long de la muraille une position quasi verticale. Dans la baie vitrée, dont les carreaux ont été brisés seulement dans la partie donnant passage au train, s’encadre le premier fourgon contenant les bagages des voyageurs.
Par un hasard providentiel aucun des voyageurs n’a clé blessé. Quelques-uns ont éprouvé une forte secousse et reçu des contusions légères et il n’y aurait aucune mort à déplorer si une malheureuse marchande de journaux, Marie-Augustine Aguilard, ne s’était trouvée sur la place, au-dessous de l’endroit où la locomotive apparaissait. Elle fut tuée par les pierres tombant du mur démoli par le choc.
L’enquête judiciaire ouverte dans le dessein de rechercher les causes de l’accident, a établi que le mécanicien avait agi contrairement aux règlements spécialement applicables à la gare Montparnasse, en comptant sur son frein à air pour arrêter le train. Le frein n’a pas fonctionné, il est vrai, mais il est non moins vrai que, à cause de la disposition spéciale de la gare, il devait assurer l’arrêt bien avant d’arriver à destination.
Un règlement analogue s’applique aux trains de la gare de la Bastille qui, comme la gare Montparnasse, est bâtie en surélévation des rues et places environnantes.
L’accident s’était produit le mardi à quatre heures du soir; l’arrêt subit de toutes les horloges de la gare à quatre heures précises en fait foi.
Le dimanche suivant, dans la matinée, la machine et le tender étaient enlevés de la place de Rennes.
Si l’on déduit.de ce temps celui qu’il a fallu nécessairement consacrer aux enquêtes administratives et judiciaires, il reste trente-cinq heures pour le travail du relevage et d’enlèvement de la machine et du tender.
Ce travail si difficile s’est effectué sans accident de personne. Il fait honneur à M. de Grèges, ingénieur principal de la traction des chemins de fer de l’Ouest, et à M. Périer, chef du dépôt de Vaugirard, qui commandait, sous ses ordres, les équipes d’ouvriers de la Compagnie. C’est grâce aussi à l’emploi des engins puissants fournis par les anciens établissements Cail, que l’opération a pu être menée aussi sûrement et aussi rapidement.
Le relevage a été fait à l’aide d’un treuil commandant un câble qui, en opérant une traction sur la machine, a permis de la faire tomber sur un échafaudage. Elle a été ensuite posée sur un truck et conduite à l’usine Cail.
Appliqué dès 1878 par le réseau de l’Ouest qui équipe ainsi 90 locomotives et 900 voitures, le frein Westinghouse est installé sur 200 locomotives et 2000 voitures dès 1881, et la progression restera aussi spectaculaire sur ce réseau qui est, pour l’Europe, une véritable « vitrine technologique » (comme on ne le dit pas encore) pour ce remarquable système américain qui fait disparaître l’ensemble des innombrables anciens systèmes, tous aussi complexes et capricieux les uns que les autres.
Ce qui n’est pas dit : la locomotive, roulant puis tombant très lentement, mais prouvant la robustesse du matériel ferroviaire, fut rapidement remontée dans la gare, remise sur les rails, et… remise en service !