La machine à papier et la pâte à papier
La machine à papier est la principale machine-outil de l’industrie papetière. Elle est chargée de la production de papier, produit généralement sous forme de bobines très volumineuses, à partir de la pâte à papier.
La machine à papier sert à former la feuille de papier et c’est là que sont déterminées la plupart des propriétés de ce dernier. En fait, cette machine est un large dispositif d’égouttage comprenant une caisse de tête, une section toile, une section presses et une section sécherie. Le principe encore le plus couramment utilisé de nos jours est le Fourdrinier à table plate. La feuille est formée sur une toile ou un tissu sans fin qui reçoit la suspension de fibres distribuée par la caisse de tête. Depuis peu, on utilise des tables de formation à deux toiles qui sont devenues habituelles. Dans ces tables de formation à deux toiles, la suspension de fibres est amenée entre deux toiles se déplaçant à la même vitesse, l’égouttage se faisant sur une face ou sur les deux. Il existe différents types de « formeur » à deux toiles (par exemple les tables de formation à fente, dans lesquelles la pâte diluée est injectée directement entre les deux toiles).
Une machine à papier se compose de cinq différentes parties :
- • les circuits de tête de machine,
- • la formation de la feuille,
- • le pressage de la feuille,
- • le séchage de la feuille,
- • la mise en format du papier.
Selon le type de papier fabriqué, il peut exister des étapes différentes ou en plus comme le couchage ou satinage du papier qui intervient alors après le séchage.

Deux schémas de machine à papier

Machine à papier à forme ronde du XIX°s du moulin de la Rouzique
Circuits de tête
On donne le nom de circuits de tête de machine aux circuits reliant la trituration de la pâte à papier à la caisse de tête -( élément de la machine à papier qui assure une répartition uniforme de la pâte à papier -) de la machine à papier.
La trituration de la pâte est constituée de trois étapes : la désintégration des balles de pâte dans le pulpeur, le raffinage de la pâte, le mélange, selon la composition nécessaire pour un papier déterminé.
Des considérations économiques et pratiques font que la trituration de la pâte s’effectue à des concentrations en matières sèches comprises entre 3 et 6 %. Ces conditions permettent notamment une réduction des volumes nécessaires au transport et au stockage de la pâte et des économies d’énergies. Les contraintes de transports, et notamment l’utilisation de pompes centrifugeuses, limitent en pratique la concentration à 6 % de matière sèche.
En caisse de tête ou dans la cuve d’une forme ronde, pour des considérations de défloculation et de bonne formation de feuille (épair – l’aspect de la structure du papier observable par transparence – et caractéristiques physiques du papier), on a intérêt à travailler le plus dilué possible, compte tenu de la capacité des circuits et de l’égouttage disponible sur machine.
Les circuits de tête de machine ont pour première fonction de régler le grammage – la masse par unité de surface du papier. Pour une vitesse machine donnée et pour une concentration constante de pâte dans le cuvier machine, le grammage du papier est conditionné par le débit de pâte issu du cuvier machine. Celui-ci est réglé soit par une vanne nommée vanne de poids ou de grammage, soit par une pompe volumétrique à vitesse variable.
La seconde fonction des circuits de têtes est de réguler la dilution de la pâte, la concentration en caisse de tête. On utilise la plus grande partie des eaux blanches sous toile pour diluer la pâte venant du cuvier de tête de machine. La pâte et les eaux blanches sont envoyées à l’aspiration de la pompe primaire ou pompe de dilution qui assure le mélange et le transport vers la caisse de tête.
La fonction suivante sert à réaliser l’épuration fine de la pâte. Celle-ci est plus efficace sur une pâte diluée (entre 5 et 10 g/l). Une épuration lourde, très efficace, est réalisée dans des hydrocyclones – (dispositif qui utilise la force centrifuge pour séparer des particules plus lourdes que l’eau ) – mais induit une dépense énergétique importante : le débit est important et cause une perte de charge élevée comprise entre 1,5 et 2,5 bars. Les grosses impuretés (lourdes ou légères) sont également éliminées à l’aide d’épurateurs à tamis. Ce sont des paniers à trous ou à fentes. Dans ce cas, on élimine des « matons », des filoches, et dans certains cas des plastiques. Ils induisent une perte de charge entre 0,1 et 0,5 bars selon le pourcentage d’ouverture, le débit, la concentration de la pâte en l’état de colmatage du panier.
Certains adjuvants (appelés aussi « charges ») utilisés pour l’amélioration du produit (agents de collage, colorants, agents résistant à l’état humide…), ou pour l’amélioration du processus (agents de rétention, etc.), sont de plus en plus introduits systématiquement au niveau des circuits de tête. Les charges sont généralement introduites à ce niveau dans les circuits de machine à papier.
La formation de la feuille
la pâte à papier est déposée sous forme de jet sur la “table de formation”. La toile est animée par un mouvement saccadé, qui facilite la formation de la feuille et son égouttage.
D’abord par gravitation, puis par aspiration (toile), la suspension fibreuse est drainée jusqu’à atteindre un pourcentage d’assèchement de 22 %.
Section des presses
À la sortie de la partie humide, c’est-à-dire en fin de table plate ou de former, la feuille de papier n’a pas encore toutes les propriétés physiques exigées en fonction de son utilisation finale. Elle est encore très humide et donc très fragile : elle nécessite ce que l’on appelle une phase de « consolidation ». C’est le rôle principal de la section des presses. La deuxième fonction importante de cette partie de la machine est d’éliminer de façon mécanique, par essorage, le plus possible d’eau avant d’utiliser en dernier ressort la voie thermique, dans la sécherie, beaucoup plus gourmande en énergie.
Le principe du pressage est basé sur une compression du matelas fibreux entre deux rouleaux dont un au moins est habillé d’un feutre. Une partie de l’eau contenue dans la feuille, prise en sandwich entre ces deux rouleaux, va s’écouler sous forme liquide dans le feutre récepteur. Cette eau est ensuite extraite de ce feutre au moyen de caisses aspirantes.
Sécherie
À la sortie de la section des presses, la feuille contient encore plus d’une fois sa propre masse en eau ( un kg d’eau par kg de papier sec). Tous les moyens mécaniques d’extraction de l’eau ayant été utilisés, il ne reste que les techniques de séchage, basées sur l’évaporation pour éliminer cette eau résiduelle.
Les diverses solutions utilisées pour sécher la feuille de papier font appel aux techniques classiques de transfert de chaleur par conduction, par convection et par rayonnement. Le procédé le plus utilisé est la sécherie multicylindrique constituée d’une série de cylindres sécheurs métalliques chauffés à la vapeur. Les techniques de séchage sans contact (air chaud, infrarouges gaz ou électriques) sont en général, appliquées pour le séchage des enductions ou des couches, en ligne ou hors machine.
Le séchage joue également un rôle fondamental dans l’obtention des propriétés physiques du papier. C’est en effet dans la sécherie, lors de l’évaporation de l’eau que s’établissent les liaisons entre les fibres. Pas de révolution mais des évolutions constantes. Il est intéressant de noter que le principe du séchage du papier sur des cylindres sécheurs chauffés avec de la vapeur n’a pas changé depuis son utilisation par Crompton en 1820. Malgré l’utilisation de matériel sous pression très lourd, et la présence de condensats qu’il faut extraire, le système de transfert de chaleur par contact ou conduction permet un séchage progressif, isotherme sur toute la surface de contact feuille-cylindre, tout en favorisant un bon aplat du papier. Les techniques de séchage sans contact qui utilisent le transfert de chaleur par convection (utilisation de l’air) et par infrarouge (rayonnement) sont généralement réservés au séchage des papiers après leur enduction ou leur couchage.
Les grandes innovations au niveau de la sécherie ont simplement portées sur les économies d’énergie et sur la tenue et la conduite de la feuille tout au long de son séchage, afin de supprimer tout risque de casse toujours possible lors des parcours libres de la feuille.
L’utilisation d’une toile convoyeuse unique pour la première partie de la sécherie, date de la fin des années 1960 (brevet Beloit de 1968). L’extension de cette technologie à toute la sécherie donne naissance aux sécheries uni-circuit type Bel champ®, Bel run®, ou Sym run®.
L’usage de telles sécheries à partir des années 1980 et de systèmes stabilisateurs de feuille par soufflage d’air tout au long de la sécherie s’est depuis largement répandu, au détriment de la qualité de la feuille et de la gestion de l’air (aéraulique) qui est devenue cruciale sur les machines rapides.
Une meilleure régularité du profil sens travers, compte tenu des vitesses et des exigences des transformateurs de papier, nécessite également la mise en place, à partir de 1993, de systèmes à dilution pour les caisses de tête. Ces systèmes permettent, en injectant, si nécessaire, plus ou moins de l’eau blanche de dilution sur le sens travers de la caisse de tête, de modifier localement le grammage du papier. Ceci permet d’obtenir un profil de grammage et d’humidité du papier constant sur tout le sens travers (ou laize) de la bobine.

Séchoir d’une machine à papier type Fourdrinier d’avant 1970
Le calandrage
La plupart des papiers et des cartons sont calandrés. L’objectif principal du procédé de calandrage est d’améliorer l’aspect et l’imprimabilité du papier en modifiant son état de surface. Cependant, les calandres peuvent aussi être utilisées pour réguler les profils (d’épaisseur, d’humidité…) de la feuille de papier dans le sens travers.
Il existe différents types de calandre suivant la nature des rouleaux, le nombre de nips (la zone de pincement de la feuille entre deux rouleaux de la calandre est souvent appelée « nip » dans le langage papetier) et le positionnement dans la ligne de fabrication du papier (en ligne, à la suite de la machine à papier ou de la coucheuse ou hors ligne). Le type de calandre est déterminé par la nature du papier fabriqué. Les paramètres de calandrage (pression, vitesse, température, humidité du papier) sont alors adaptés pour obtenir les propriétés requises à son utilisation.
Lors de cette opération, la bande de papier est comprimée entre au moins deux rouleaux (qui peuvent être chauffés), sous une forte pression (quelques dizaines de MPa), pendant un temps court (généralement moins de 1 ms). Ce traitement mécanique peut s’effectuer en ligne, comme une opération unitaire du procédé de fabrication du papier, ou hors ligne, comme une opération séparée, en marge de la machine à papier. Le calandrage améliore ainsi l’état de surface du papier (lissé et brillant), modifie la structure (porosité) et les propriétés mécaniques du support à calandrer.
Pour répondre aux critères de qualité des papiers, sans cesse plus exigeants, et à l’augmentation de la vitesse de production du papier, le matériel utilisé pour le calandrage s’est particulièrement développé au cours des vingt dernières années. Cet article passe donc en revue les types de calandre existants et leurs applications, ainsi que les caractéristiques des différents rouleaux de calandre.
Enroulage
L’enrouleuse est le dernier équipement de la machine à papier. Elle sert à enrouler le matériau fibreux sous forme de bobines.
… ensuite la Bobineuse
Située juste après la machine à papier, la bobineuse divise la bobine ‘mère’ en bobines filles plus petites destinées aux besoins finaux du client.
Le but est d’enrouler le papier ‘fini’ sur des mandrins cartons avec une densité optimum, sans défauts d’enroulage (type plis) et avec un profil de dureté adéquate pour les clients finaux (ou coupeuses).
Pâte à papier
La pâte à papier est la matière première de la fabrication du papier.
La préparation de la pâte consiste à isoler des fibres cellulosiques contenues dans le bois ou d’autres végétaux ligneux ou d’autres sources de fibres, tout en conservant le mieux possible leurs propriétés mécaniques, optiques et morphologiques et en cherchant à éliminer la lignine, l’autre composé principal du bois. Pour cela, il existe deux grands procédés :
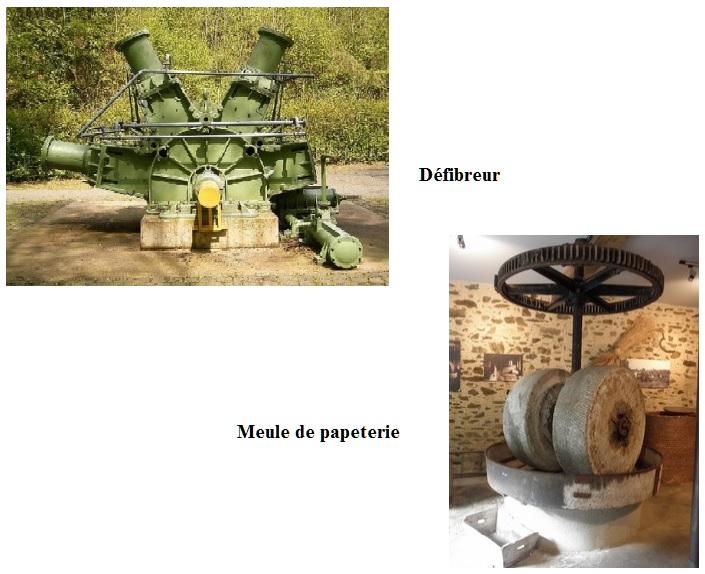
- • La voie mécanique : les rondins sont râpés par une meule ou les copeaux passent à travers des disques défibreurs.
- • La voie chimique : cuisson du bois et ajout de produits chimiques pour dissoudre la lignine et récupérer les fibres de cellulose.
Il existe plusieurs procédés hybrides, combinant de façon variable la pureté de la pâte chimique et le bon rendement de la pâte mécanique.
On peut par ce procédé produire du papier à partir de chiffons de coton, ou en théorie de n’importe quel matériau végétal fibreux riche en cellulose (chanvre, bambou , coton, kapok, fibre de noix de coco (coir), lin textile, ramie, jute, sisal, kénaf, abaca, henequén, raphia, sabai, papyrus, certains roseaux, ou d’autres herbacées, paille de blé, bagasse de canne à sucre, tige de maïs ou sorgho). Le papier bible -(papier fin, fort, légèrement translucide, utilisé essentiellement pour l’impression des livres avec un grand nombre de pages ) -, fin, souple et durable, est fabriqué à partir de fibres de chanvre. La grande ortie pourrait aussi être utilisée.
Découverte de la pâte à papier
Antoine Ferchault de Réaumur suggéra d’imiter les insectes.
Du XIIe siècle jusqu’au milieu du XIXe siècle le papier était fabriqué à partir de la décomposition des fibres végétales contenues dans les chiffons de chanvre et de lin : ces chiffons, récoltés à travers les campagnes, servaient à produire la matière première du papier de moulin, avec ses vergeures et ses pontuseaux. Mais dès la fin du XVIIe siècle, la récolte de chiffon de chanvre et de lin par les ferloquiers ne suit plus la demande de l’édition, ce qui augmente fortement le coût du papier. La situation s’aggrave tout au long du XVIIIe siècle et la pénurie devient criante dans les dernières décennies du siècle. Aussi commence-t-on à rechercher des ersatz au chiffon traditionnel dès 1700. Le physicien Réaumur, dans un mémoire de 1719 adressé à l’Académie des Sciences, proposa la piste suivante : « Les guêpes américaines fabriquent, pour construire leur nid, du papier très fin. Elles en extraient les fibres d’un bois très commun dans leur environnement. Elles nous enseignent donc comment le papier peut être fabriqué à partir des fibres de plantes, sans utiliser chiffons ou tissus. Si nous disposions de fibres semblables à celles que les guêpes américaines utilisent pour fabriquer leur papier, nous pourrions produire le plus blanc des papiers. »
Jacob Christian Schäffer entreprit par des expériences systématiques de fabriquer du papier à partir de fibres végétales broyées. Il exposa le résultat de ses recherches entre 1765 et 1771 dans un traité en six volumes intitulé Essais et méthodes de fabrication du papier sans recourir au chiffon ni au moindre dérivé de ce dernier. Les différents échantillons qu’il obtint, que ce soit à partir de poils soyeux de graines de peuplier, de mousse, de houblon, de ceps de vigne, de chardon, d’ortie, d’écorce de pomme de terre, de tourbe, de pomme de pin ou de sciure de bois furent cependant tous de qualité plus que médiocre, et ne furent jamais utilisés par les papeteries.
C’est à Friedrich Gottlob Keller qu’il revint d’obtenir, en décembre 1843, un premier procédé fiable de fabrication de papier à partir d’une pulpe de bois, qu’il obtint en abrasant du bois sur une meule en pierre continuellement arrosée d’eau. Il perfectionna son procédé jusqu’en 1846 avec la mise au point du défibreur. Le 11 octobre 1845, il fit tirer sur son propre papier plusieurs exemplaires du no 41 du journal local, Intelligenz- und Wochenblattes für Frankenberg mit Sachsenburg und Umgebung.
Mais il ne put, faute d’argent, valoriser industriellement sa découverte, le gouvernement de Saxe ayant finalement renoncé à couvrir les frais de dépôt de brevet et de démonstration. C’est pourquoi il dut se résoudre à céder ses droits le 20 juin 1846 au papetier le plus offrant, Heinrich Voelter (en), qui améliora encore le procédé Keller, en banalisa l’emploi dans la papeterie et développa une chaîne de production. À partir de 1848, Voelter s’associa avec Johann Matthäus Voith, un papetier de Heidenheim, pour faire du papier un produit de consommation de masse. Voith poursuit les perfectionnement de la chaîne de fabrication de la pâte à papier et invente en 1859 le raffineur, une machine qui convertit les fibres grossières en cellulose et produit un papier de texture nettement plus unie.
À partir de 1850, le défibreur, qui convertit le bois en pâte à papier, devait investir l’industrie papetière en entier ; ainsi en 1879, on comptait déjà 345 machines de ce type par toute l’Allemagne. La plus vieille usine de pâte à papier encore existante est celle de Verla en Finlande, qui démarra son activité en 1882. Sa production s’est interrompue en 1964, mais depuis 1996 elle a été inscrite au patrimoine mondial par l’UNESCO. L’usine de Kondopoga, construite dans les années 1930 en Russie, est l’une des plus grandes d’Europe.
La pâte mécanique
La pâte mécanique a un rendement de 90 à 96 %. Ce bon résultat est dû à l’absence de manipulation chimique sur la matière. Les composés organiques du bois, la cellulose, les hémicelluloses et la lignine, sont préservés. Néanmoins, certains produits, en bonne partie des matières extractibles (résines, tannins, colorants, cires, alcaloïdes, etc.), possèdent un point d’ébullition réduit et s’évaporent. En effet, que ce soit par l’utilisation d’un défibreur (meule) ou d’un raffineur (disques), les températures dépassent aisément les 100 degrés Celsius à cause du frottement.
Ce type de pâte est généralement utilisé directement sur le site, le séchage dégradant les fibres. Selon l’usage, la pâte peut être blanchie par éclaircissement en modifiant chimiquement les groupements chromophores de la lignine. Elle est utilisée dans le papier journal, l’édition, à moindre mesure dans les papiers à usage graphique, les cartons et papiers à usage sanitaire.
Caractéristiques
- • Résistances physiques moyennes
- • Rendement élevé
- • Bonne opacité
- • Bouffant (faible densité)
- • Bonne imprimabilité
- • Mauvais vieillissement (tendance au jaunissement, à l’acidification et à la fragilisation)
Pâte chimique
La pâte chimique est obtenue par deux procédés : au bisulfite (acide) et au sulfate (alcalin), on parle alors de papier kraft. Le traitement chimique de la matière première permet de fabriquer une pâte à papier proche des qualités de la pâte de pur chiffon. Pour ce faire, il faut éliminer au maximum les composants indésirables du bois : la lignine, les gommes, les résines pour ne conserver que la fibre de cellulose.
La préparation de la pâte se fait dans de grands lessiveurs, à température élevée 100 à 175 °C. Le bois est cuit sous pression en présence de composés chimiques pendant deux à cinq heures. Les fibres en sortent souples et individualisées. Les produits actifs sont déversés dans des lessiveurs et dissolvent les éléments indésirables lors de la cuisson. Il ne reste plus qu’à les laver, rincer, épurer et, éventuellement, blanchir.
Plusieurs procédés sont utilisés pour la préparation de la pâte chimique.
• Procédé dit « au bisulfite »
Le procédé dit au bisulfite repose sur l’action du dioxyde de soufre ou anhydride sulfureux qui transforme la lignine en matière soluble. La pâte est recueillie à la sortie du lessiveur, elle est ensuite soufflée ou désintégrée puis lavée et épurée.
Les pâtes au bisulfite utilisent principalement les bois de résineux à l’exception du pin maritime trop riche en résine.
Le procédé au sulfate fut longtemps délaissé en raison des difficultés rencontrées pour blanchir la pâte. Ce problème ayant été résolu, le procédé présente de nombreux avantages. Il permet de traiter les végétaux les plus divers : bois de feuillus et de résineux, bois tropicaux et équatoriaux, plantes annuelles, canne à sucre, roseau…
L’agent chimique dont on exploite les propriétés est la soude. La pâte chimique est d’aspect foncé. Pour les papiers de qualité qui exigent un degré élevé de blancheur, la pâte subira un blanchiment chimique.
Les pâtes au sulfate non blanchies servent à la fabrication du presspahn (isolant électrique) ; à l’emballage, au papier à impression et au papier à écriture lorsqu’elles sont blanchies ou en mélange.
Caractéristiques
• Meilleure résistance mécanique
• Papier compact
• Mauvaise opacité
• Bon vieillissement, car absence de lignine
• Blanchiment difficile, surtout le papier au sulfate.