LA FABRICATION DE LA SOIE A LYON
La fabrication des étoffes de soie comporte quatre séries d’opérations qui sont : la préparation des soies, le montage du métier, le dessin, l’étoffe et dont l’industrie se développa dans tous les pays de l’Europe.
Histoire de la fabrication des étoffes de soie à Lyon
Les Romains tiraient la soie de l’Inde ; on sait quelles sommes énormes dépensa César pour établir une tente en soie sur un cirque pendant les jeux qu’il y donna. Une livre de soie valait une livre d’or : aussi Aurélien s’écria-t-il en entendant l’impératrice, son épouse, lui demander une robe de ce tissu « Que Jupiter me préserve de donner tant d’or pour si peu de fil ! » Héliogabale fut le premier empereur qui eût osé porter des vêtements entièrement de soie.
Vers le milieu du sixième siècle arrivèrent à Constantinople deux moines indiens qui apportèrent des vers à soie. L’empereur Justinien encouragea cotte industrie nouvelle qui devait être une source de richesse pour le pays, et créa ainsi une concurrence à la Perse et aux Indes.
Les croisades, étendant les relations de l’Italie, lui fournirent les moyens d’établir elle-même des fabriques de soieries. Ce fut an retour de ces guerres religieuses que la culture du mûrier s’introduisit en Sicile avec l’aide d’ouvriers ramenés de la Grèce ; peu à peu la science de l’éducation des vers à soie se répandit dans le reste de l’Italie, dans l’Espagne, puis en France. « Et la soierie devint si commune, au dire de Mézerai, que, vers le milieu du quatorzième siècle, on vitjusqu’à mille citoyens de Gênes paraître dans une procession vêtus de robes de soie. »
Toutefois, ce ne fut qu’au treizième siècle que les papes, qui résidaient alors à Avignon , introduisirent le tissage de la soie en Provence, d’où il s’étendit dans les contrées voisines, mais sans se perfectionner. Louis XI naturalisa cet art en France. Il appela d’Italie des ouvriers, avec le secours desquels Guillaume Brissonnet établit à Lyon des ateliers pour le fabrication des étoffes de soie mélangées d’or et d’argent. Par lettres patentes datées d’Orléans, le 23 décembre 1466, ce prince institue formellement à Lyon une fabrique de draps d’or et de soie, « qui y avait déjà un commencement d’existence; » et pour encourager cette industrie , il ordonne qu’une levée de deux mille livres tournois sera faite chaque année sur les habitants de Lyon, « pour payer lesdits métiers, les maîtres ouvriers qu’on fera venir , et les choses indispensables aux teinturiers. » Il exempta en même temps pour douze ans de tous droits , taxes et impôts, tous les ouvriers dont le travail se rattachait par quelque point à l’industrie des soies.
Quatre ans plus tard, en 1470, une colonie d’ouvriers italiens s’établit à Tours, et y fonda la fabrique qui s’y est maintenue jusqu’à présent ; enfin ce fut vers la fin du même siècle que furent plantés pour la première fois des mûriers en France; ou voyait encore, en 1802, à Allan, près de Montélimar, le premier de ces arbres qui eut été nourri par le sol français.
Malgré ces progrès apparents, la fabrique de France eut longtemps peine à se soutenir quoiqu’elle fut loin de suffire à la consommation, puisque certaines étoffes, telles que les draps d’or, d’argent et de soin, dont on faisait grand usage dans toutes les fêtes, venaient presque toutes de l’étranger. François Ier offrit , par lettres patentes du 15 décembre 1536, de très-grands avantages aux ouvriers génois et étrangers qui voudraient venir s’établir à Lyon. Les essais de Louis XI avaient été presque infructueux ; François fut plus heureux dans son entreprise. Deux Génois, Étienne Turqueti et Barthélemy Nariz, donnèrent l’exemple ; leurs bénéfices considérables encouragèrent bientôt des imitateurs: l’élan fut général, et la manufacture de soie, développée par le talent et la persévérance des fabricants, soutenue par la protection des rois et des administrations, grandit rapidement et marcha vers cette supériorité qui rendit le monde entier tributaire de la Francs, et qu’elle a su maintenir jusqu’à ce jour.
Cependant la fabrique de Gènes était une terrible concurrence pour les fabriques françaises ; sa réputation , la perfection de ses produits; inquiétaient vivement la manufacture lyonnaise, dont la production augmentait rapidement : aussi voyons-nous, dès 1500, celle-ci demander l’exclusion des produits étrangers, on tout au moins l’établissement d’un fort droit à l’entrée en France. Ces réclamations ne furent pas écoutées. La fabrique lyonnaise s’établit donc au milieu même de la concurrence dont elle commença par n’être que la copie, et dont elle ne tarda pas à devenir le modèle.
En 1590, le conseil du roi admit en principe l’interdiction de rentrée et de l’usage de toutes les marchandises qui se fabriquaient à l’étranger; mais ce fut seulement l’année suivante, sur la réclamation des fabricants de Tours, appuyée de quelques Lyonnais, que l’édit de prohibition fut promulgué; il n’eut, du reste, qu’une application bien éphémère, car il est constant qu’en 1600 les marchandises étrangères entraient en France.
Au milieu des guerres civiles qui déchiraient le pays, le mouvement industriel eut beaucoup à souffrir, mais ne fut pas entièrement arrêté. Les capitaux se cachèrent, les ouvriers, pourchassés par leurs ennemis religieux, s’expatrièrent en grand nombre et allèrent établir en Suisse des fabriques rivales. Le peu de succès qu’elles obtinrent d’abord justifie en quelque sorte l’erreur généralement répandue que leur institution est encore récente. La fabrique lyonnaise ne fut pas longue à se relever quand le calme se fut un peu rétabli. Le protection accordée par Sully aux manufactures leur donna une vive impulsion : de nouvelles plantations de mûriers furent faites par ses ordres, en 1603 , à Paris, Tours, Orléans et dans le Poitou; il fit distribuer en même temps de grandes quantités de graines de ce précieux ‘végétal, et des livrets qui indiquaient les moyens de l’utiliser.
Les grands ouvrages d’or, d’argent et de soie, ne se faisaient pas encore à Lyon; l’Italie et l’Orient avaient toujours le monopole de la production « des grands ramages et compartiments pour ornements d’église, meubles de princes et grands seigneurs, et habits d’hommes et de femmes, rissotailles, salins et damas à figures et à fleurs en diverses couleurs. » Henri IV fit venir à Paris des ouvriers milanais; des ateliers furent montés, mais ne réussirent pas; c’était à un Lyonnais qu’était réservé l’honneur d’enrichir la France de cette magnifique industrie; ce fut Claude Dangon qui établit, en 1605, les premiers métiers de façonné. Ses essais furent d’abord bien imparfaits, mais sa persévérance, aidée de toutes les ressources de l’industrie locale, surmonta toutes les difficultés, et il put bientôt présenter an consulat des échantillons assez remarquables pour en obtenir d’abord, à titre de dédommagement de ses dépenses, une somme de deux cents livres puis une pension de six mille livres, et des lettres patentes qui lui accordaient pour cinq ans le privilège de l’industrie qu’il avait importée, dans le but de le récompenser de l’avantage que le public tirait de ses nouveau., métiers, lesquels « occupaient des enfants, donnaient de l’ouvrage à un plus grand nombre de personnes pour dessiner et disposer les figures, dévider et ourdir les pièces, monter les métiers, et par la multiplicité des façons. »
Ce nouveau métier, qui produisit une si grande et si heureuse l’évolution dans la fabrique, était le métierà la tire; il fut employé jusqu’à l’invention de celui de Jacquard, qui l’a remplacé partout. L’élan donné à la fabrique ne s’arrêta pas là; les perfectionnements se succédèrent rapidement. En 1666, Antoine Bourget présente au consulat les lettres patentes qu’il a obtenues pour la fabrication privilégiée, pendant quine ans, à Lyon,Saint-Étienne et Saint-Chamond, des crêpes façon Bologne, et le moulinage des organsins, qui avaient été souvent tenté, mais sans succès. Il s’engageait à fabriquer la quantité de cette étoffe suffisante pour la consommation de tout le royaume, et à monter deux mille métiers battants.
Le lustrage des soies et l’apprêt des étoffes avaient été inventés trois ans avant. Cette découverte, la seule peut-être qui soit due au hasard dans cette industrie, où l’on ne progressait qu’à force d’études et de travaux raisonnés, mérite d’être mentionnée. Octavio Mey, négociant de Lyon, plongé dans une préoccupation assez fréquente chez les industriels, avait machinalement porté à sa bouche quelques fils de soie, et, les ayant mâchés sans réflexion, fut frappé du brillant qu’ils avaient acquis. Il répéta alors, et cette fois avec intention, la même opération, en étudia soigneusement les effets, et imagina dés lors le procédé du lustrage des soies, puis, par induction, celui de l’apprêt, et dota ainsi l’industrie d’un perfectionnement qui, outre les richesses particulières qu’il put amasser par son application, lui fit accorder un privilège par le consulat.
Cette prospérité ne se maintint pas longtemps; les dissensions religieuses jetèrent de nouveau le trouble dans l’industrie ; défense fut faite à tous maîtres de recevoir aucun apprenti de la religion prétendue réformée. Enfin la révocation de l’édit de Nantes vint porter à l’industrie lyonnaise, déjà si malade, un coup dont l’on connaît les suites désastreuses. L’émigration fut telle que le nombre des métiers diminua des deux tiers. Ce déplorable état est, constaté par un acte que fit dresser le consulat de Lyon quelques années après. On y voit que le nombre des métiers servant à la fabrication des étoffes de soie, qui était de dix mille, se trouva réduit à trois mille cinq cents, et ceux de rubans et passementeries, de huit mille à quatre mille. Cette industrie se trouva subitement disséminée à Genève, Zurich, Creveld, Berlin, Elberfeld et Londres, où se trouvent encore, chez les ouvriers en soie, de nombreux souvenirs de l’ancienne organisation française.
A la chute du système de Law, les manufactures reprirent un peu d’activité, par suite du retour de l’argent qui était resté caché, et des dépenses de luxe résultant du déplacement des fortunes. Le gouvernement, venant encore à leur aide, donna le titre de manufacture royale à la fabrique de velours du sieur Quinson , pour le récompenser de se persévérance et encourager par cette distinction le zèle des autres fabricants; puis des récompenses furent instituées pour tous ceux qui feraient quelque découverte ou quelque entreprise utile à la fabrique; usage qui, sans être réglé jusqu’alors par des arrêts, avait été généralement suivi, ainsi que nous avons déjà eu occasion de le voir.
En 1744,1e cardinal. Fleury envoya Vaucanson à Lyon pour inspecter les métiers et améliorer les moyens de fabrique. Le célèbre mécanicien remplit avec empressement sa mission ; il proposa plusieurs procédés, fit quelques mécaniques qui simplifiaient considérablement l’ouvrage, un métier, entre autres, propre à tisser plusieurs pièces d’étoffe à la fois. Les ouvriers se persuadèrent qu’il voulait avec ces machines rendre leurs bras inutiles, et le poursuivirent à coups de pierres. Vaucanson, par représailles, construisit une machine an moyen de laquelle un âne tissait une étoffe de soie. Le Mercure de France du mois de novembre 1745 (annexe) rend un compte très détaillé de ce métier, et énumère au long les avantages qu’il offrait sur ceux qui étaient menés par des hommes.
Pendant la seconde moitié du dix-huitième siècle, la fabrique lit de nouveaux progrès, qu’elle dut surtout à Philippe Lassalle, habile mécanicien, aussi excellent dessinateur que fabricant, ce citoyen dota l’industrie d’un ingénieux mécanisme, an moyen duquel il porta la perfection des étoffes brochées au point de faire exécuter, entre autres choses remarquables, les portraits de Louis XV et de Catherine II, qui font encore l’admiration des fabricants, et qu’on a vus à l’exposition universelle à Londres, en 1851. Philippe Lassalle, qu’on peut regarder comme le précurseur de Jacquard, mourut en 1804.
Après la révolution, Napoléon voulut que les velours et autres tissus riches de Lyon servissent aux décorations des palais impériaux, et fussent employés dans les costumes officiels des premiers dignitaires de l’État. Cette industrie lyonnaise reprit une première place en Europe, et les pays étrangers recherchèrent plus que jamais ses produits. Bientôt parut Jacquard.
On rapporte que Jacquard n’était ni mécanicien, ni artiste, ni même un ouvrier supérieur. Cependant il eut le talent de savoir distinguer dans une machine de Vaucanson qui était oubliée le parti qu’on pouvait en tirer avec quelques modifications. Avant lui rien n’était plus compliqué et plus coûteux que le tissage de la soie. Comme un montage de métier ne pouvait exécuter qu’un même tissu, il fallait, chaque fois qu’on voulait en changer, démonter et remonter complètement le métier, ce qui était une perte considérable de temps et d’argent. La fabrication, quoique beaucoup plus lente que de nos jours, exigeait le concours de deux ouvriers. Le métier de Jacquard a supprimé le second ouvrier dont le travail était extrêmement pénible, simplifié le montage des métiers et le travail de l’ouvrier tisseur. C’est à l’exposition des produits de l’industrie nationale de 1801 que parut la première mécanique de Jacquard : elle fit peu de sensation et n’obtint que la médaille de bronze; et Jacquard eût dut croire qu’il avait fait une invention bien plus avantageuse dans son métier à tisser du filet , s’il n’eut eu plus de persévérance. Il ne se découragea pourtant pas, monta quelques métiers dans un hospice dont les résultats inquiétèrent les ouvriers qui s’ameutèrent contre lui ; mais cette entreprise ne réussit pas encore, et ses métiers furent vendus, en 1804, sur une place publique pour du vieux fer et du vieux bois. Enfin la lumière se fit: le gouvernement alloua à Jacquard une prime de 50 francs pour chaque métier qu’il établirait; en 1806, l’administration municipale acheta l’exploitation de sa mécanique au prix d’une rente viagère de trois mille francs; en 1819 il reçut la décoration de la Légion d’honneur; une statue lui fut érigée, en 1839, sur une des places de la ville.
Dans tous les pays de l’Europe, l’industrie des soies se développe. La Russie compte déjà dix mille métiers ; la Prusse et la Saxe, vingt-cinq mille; Bâle et Zurich, autant; l’Autriche et l’Italie marchent à grands pas, et l’Angleterre couvre tous les marchés de produits rivaux des nôtres, auxquels l’infériorité des prix fuit souvent donner la préférence à défaut de perfection.
En France les métiers, qui avaient atteint le chiffre de dix-sept mille avant la révolution de 1789 , ne furent qu’au nombre de douze mille pendant les jours les plus florissants de l’Empire; en 1825, ils atteignirent celui de vingt-sept mille; en 1835, on en comptait quarante mille, et en 1847, cinquante à soixante mille. Les statistiques établissent, pour le produit de ces cinquante mille métiers, une valeur de 250 millions de francs.
Fabrication des étoffes de soie
La fabrication des étoffes de soie comporte quatre séries d’opérations dont nous suivrons la division, et qui sont : la préparation des soies, le montage du métier, le dessin, l’étoffe.
- La préparation des soies comprend : le mettage en mains, la teinture, le dévidage, l’ourdissage, le pliage, le cannetage.
- Le montage du métier : le corps, l’empoutage, le colletage, l’appareillage, le remisse, le peigne.
- Le dessin : la mise en carte, le lisage, le piquage, l’enlaçage.
- L’étoffe : le tissage, l’apprêt.
Préparation des soies
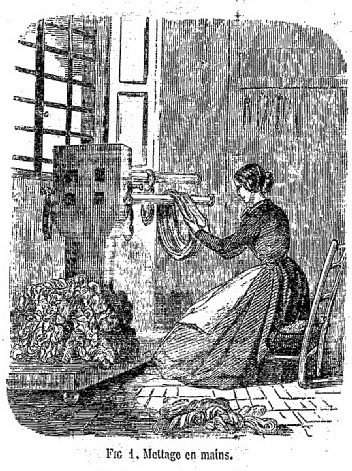
Mettage en mains
Quand la soie arrive en balles dans la fabrique, elle est pliée en matteaux ou en masses. Il faut donc la défaire et l’ouvrir pour qu’on puisse la teindre, et quoique chez le moulinier elle ait déjà été choisie de manière à ne former les balles que de fils de la même grosseur à peu près, comme la première condition pour faire une belle étoffe est la régularité de la matière, on profite de ce moment pour faire un nouveau triage, beaucoup plus minutieux et beaucoup plus soigné. Les metteuses sa mains (fig. 1) ouvrent les soies sur une cheville, comparent les grosseurs, réunissent les parties qui se ressemblent et séparent celles qui différent; on fait ordinairement quatre choix. Cette opération exige une grande habitude et beaucoup d’attention. Quand la balle entière est choisie et divisée, on réunit ensemble un certain nombre de flottes dont on fait une pantine, puis quatre pantines. ensemble, ce qui forme une main, et enfin vingt mains qui composent un paquet. Les flottes, les pantines et les mains sont séparées par des liens qui maintiennent les fils pendant les opérations de la teinture et les empêchent de se mêler.
Teinture
Nous n’entreprendrons pas aujourd’hui de décrire les opérations de la teinture, dont le nombre et le détail pourront fournir la matière d’un autre article; nous ne nous occuperons absolument que de ce qui est proprement la fabrication de l’étoffe.
Quand la soie rentre de teinture, on la reconnaît en la pesant, et, nous le disons une fois pour toutes, c’est une précaution qu’on ne manque jamais de prendre après chaque opération qui a exigé de nouveaux ouvriers. Ainsi, à son entrée en magasin, après le mettage en mains, la teinture, le dévidage, l’ourdissage et le tissage, la soie est soumise à cette vérification que justifie assez sa valeur et la facilité qu’on a de la dérober et de s’en défaire. Généralement la soie perd à la teinture un quart de son poids; cependant il est des teintures où elle vaut non seulement poids pour poids, mais où elle gagne même dans une certaine proportion.
Dévidage
Lorsqu’on s’est assuré que rien n’a été soustrait, on remet la soie à la dévideuse, dont le travail consiste à transformer les flottes en bobines, appelées roquets. Le dévidoir (fig. 2) est une mécanique rende, composée de guindres et d’un nombre correspondant de broches sur lesquelles sont fixés les roquets. Pour dévider, on passe chaque flotte de soie sur un des guindres, en ayant soin d’amener l’extrémité du fil sur le roquet où on le fixe en l’humectant de salive; un mouvement de rotation est imprimé à ce dernier au moyen d’une marche horizontale sur laquelle l’ouvrière tient ses pieds, et le fil entraîné par ce mouvement vient se rouler sur le roquet, en passant par un petit anneau de verre, lequel éprouve à son tour aussi un mouvement de promenade d’un bout du roquet à l’autre et lui donne une forme bombée dans le milieu. Quand la flotte est embrouillée, ou qu’un fil est cassé, toute la partie du mécanisme relative à cette flotte ou à ce fil est arrêtée. Sans se déranger alors de son siège et sans. arrêter le reste de la mécanique, la dévideuse la fait tourner sur un pivot jusqu’à ce que la flotte embrouillée ou le fil cassé se trouve devant elle; elle la remet alors en état de se dévider, et continue ainsi jusqu’à ce que la flotte entière soit dévidée.

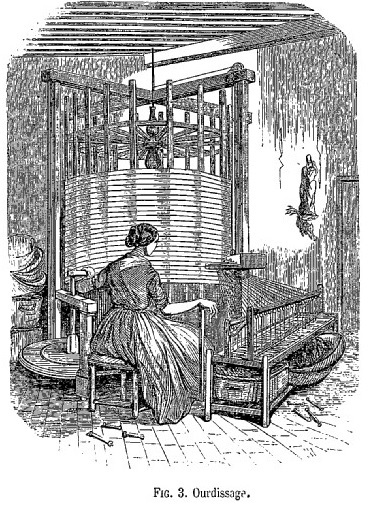
Ourdissage
C’est l’opération par laquelle on assemble parallèlement, à la même longueur et à la mème tension, un certain nombre de fils dont la réunion forme la chaîne. L’ourdissoir (fig. 3), se compose d’un tambour vertical haut d’environ 2 mètres, sur un diamètre de 1m, 50, tournant sur un pivot, et autour duquel sont fichées des chevilles en haut et en bas. Quand on a dévidé une quantité de soie suffisante pour faire une pièce, ce qui se reconnaît au poids, l’ourdisseuse s’en empare et commence par encantrer, c’est-à-dire qu’elle place un certain nombre de roquets sur des broches alignées et solidement fixées dans un châssis qu’on nomme la cantre ; les fils de chaque roquet, passant chacun dans une boucle en verre, arrivent dans la main de l’ourdisseuse qui les rassemble par un nœud et les accroche aux chevilles de l’ourdissoir, en ayant soin de les placer l’en dessus, l’autre dessous. Cette précaution de croiser les fils forme ce qu’on appelle l’enverjure ; elle les maintient dans leurs positions respectives et fait retrouver le place de ceux qui se seraient cassés. Quand un mouvement de rotation est imprimé à l’ourdissoir, au moyen d’une manivelle que l’ouvrière fait agir de sa main gauche, les fils de la cantre viennent se rouler en ruban autour du tambour, en formant une spirale régulière que dirige le plot. Le plot est une pièce mobile qui monte ou descend verticalement le long des montants de l’ourdissoir, et dont le mouvement guide les fils. L’égalité de la tension des fils dépend de la régularité de ces spirales.
Chaque encantrage forme ce qu’on appelle une musette; la réunion de 80 fils, une portée; et le nombre de portées voulues, la pièce. Ce nombre varie suivant l’étoffe à fabriquer; il n’y a d’autre règle en cela que le goût du fabricant et la richesse que l’on veut donner au tissu. Ainsi tel genre d’étoffe, de 60 centimètres de large, ne comportera que 30 ou 40 portées, tandis que tel autre en exigera pour la même largeur 150, soit 42 000 fils.
Lors donc qu’on a ourdi le nombre des portées voulues, qu’on a fixé les enverjures par des liens pour qu’elles ne se défassent pas, car dans ce cas les fils se mêleraient et la pièce ne pourrait plus s’employer, on lève le pièce, en réunissant tous les fils et les pliant autour d’une cheville de bois, ou simplement en forme d’anneaux, d’où vient le nom le chaîne donné à l’assemblage des fils ourdis.
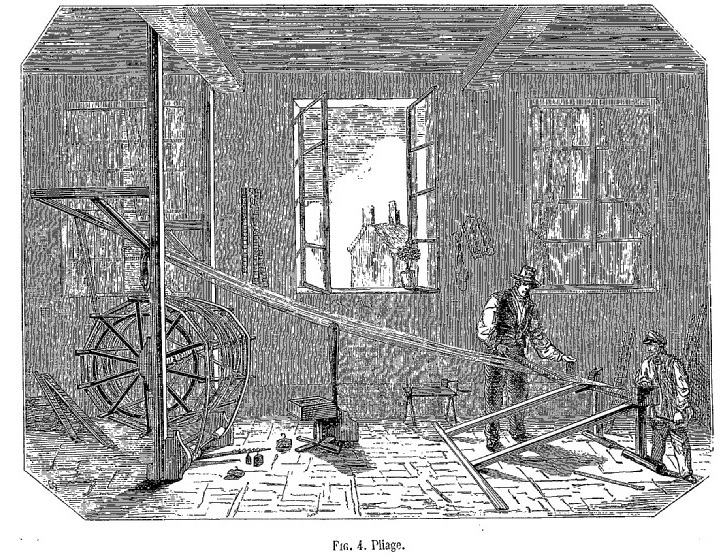
Pliage
Le pliage consiste à disposer le pièce sur le rouleau du métier à tisser. Voici comment cela se fait. On commence par rouler la pièce sur un tambour horizontal (fig. 4), puis on fait passer chaque musette, que l’on sépare par le fait, entre deux dents d’un râteau de la largeur de l’étoffe à tisser. Les musettes ainsi disposées viennent s’appliquer sur un rouleau qui s’adaptera plus tard au métier, et où elles sont retenues par une baguette qu’on introduit dans une rainure pratiquée dans sa longueur. Ce rouleau est lui-même placé, à hauteur d’appui, sur deux supports solidement fixés à terre, à une distance de quelques mètres du tambour. A mesure qu’un ouvrier le fait tourner, la pièce passe du tambour sur ce rouleau, à travers le râteau, qu’un autre ouvrier tient à le main pour dégager les fils qui se seraient groupés. Chaque fois que le rouleau a fait cinq tours, on glisse un papier sous la pièce, qui servira pendant la fabrication de l’étoffe à en reconnaître les progrès. Durant cette opération, des contre-poids attachés an tambour pour empêcher qu’il ne tourne trop vite sont chargés de maintenir une tension égale à la chaîne ; les liens d’enverjures sont remplacés par des verges, ordinairement en canne. Le râteau est enlevé au moyen d’en chapeau supérieur mobile, et la pièce est prête à aller sur le métier.
Cannetage
Quoique le cannetage ne se fasse ordinairement que dans l’atelier du tissage et au moment de le commencer, nous le décrirons ici, car il est une préparation de la trame comme le dévidage.
La trame ne peut pas s’employer en roquets, il faut la mettre en cannettes. La cannette est un petit canon on tuyau en carton, de 5 centimètres de long, autour duquel on pelotonne la trame. Ici encore la mécanique vient nous prêter son concours, pour économiser le temps.
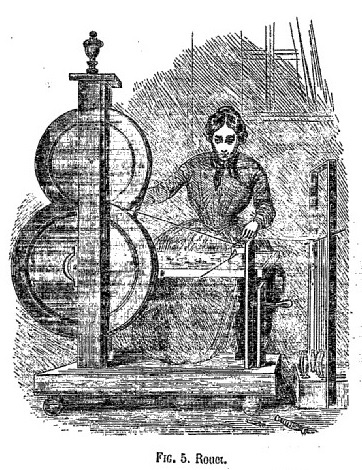
Autrefois, et cela arrive encore quelquefois, l’ouvrière s’asseyait devant un rouet (fig.5), semblable à celui qu’emploient les fileuses de chanvre ; le tuyau de carton était entré fortement sur une broche qui était la continuation de l’axe de la plus petite des deux roues ; sur des tringles en fil de fer, placées horizontalement dans un petit châssis vertical étaient enfilés un, deux, trois roquets garnis de soie, autant, en un mot, que l’on voulait mettre de bouts à la trame; tous ces bouts se réunissaient entre le pouce et l’index de la main gauche de l’ouvrière, pendant que la main droite imprimait au rouet un mouvement de rotation les bouts assemblés venaient se rouler autour du tuyau, comme au dévidage autour du roquet, en glissant entre les deux doigts de l’ouvrière, qui les maintenait à une tension égale, en les dirigeant sur les tuyaux de manière à leur donner une forme bombée comme au roquet.
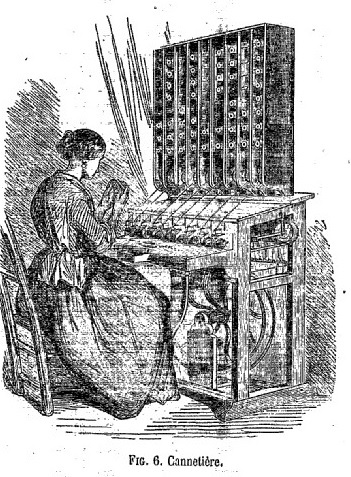
Par ce moyen on ne pouvait faire qu’une cannette à la fois. Aujourd’hui on se sert généralement d’une cannetière qui peut en faire plusieurs. Le mécanisme (fig. 6) a beaucoup d’analogie avec le dévidoir que nous avons fait connaître plus haut. Au lieu d’être rond, il est droit; à la place de chaque guindre sont des broches sur lesquelles on enfile autant de roquets que l’on veut de bouts de soie à la trame, et à celle des roquets sont les canons ou tuyaux, sur lesquels viennent se rouler tous les bouts de trame quand la mécanique est mise en mouvement, ce qui se fait encore au moyen d’une marche horizontale comme au dévidage. Il est important que le nombre des bouts soit toujours le même dans la même étoffe et par conséquent dans la cannette aussi chaque fil passe-t-il dans une boucle de verre fixée au sommet d’une petite broche de bois verticale et mobile dans une coulisse nommée pantin. Quand le mécanisme fonctionne, si le fil n’est pas rompu, il est tendu entre le roquet et la cannette; le pantin est alors suspendu; si le fil casse, la tension cessant, le pantin retombe et par son poids fait lever une petite bascule qui arrête à son tour la cannette, jusqu’à ce que le nombre de bouts soit rétabli.
Quand la cannette est faite, on l’introduit dans la navette. Celle-ci, comme chacun le sait, est l’instrument au moyen duquel on lance la trame à travers les fils de la chaîne. Elle est ordinairement en buis, d’une longueur de 8 pouces sur une largeur de 1 1/2 terminée à chaque extrémité par une pointe arrondie, et évidée dans le milieu de manière à recevoir la cannette dans sa cavité. Celle-ci y est fixée par une petite broche appelée pointiselle, autour de laquelle elle peut tourner comme autour d’un axe, de manière à se dérouler facilement; sur l’une des parois de la navette est percé un petit trou appelé agnolet, par lequel s’échappent les bouts de la trame pendant le tissage.
Montage du métier
La pièce une fois pliée sur le rouleau, on porte ce dernier à la place qu’il doit occuper au métier pendant le tissage, et l’on s’occupe du remettage, c’est-à-dire de la disposition de chaque fil dans les différentes parties du métier qui doivent le maintenir ou le faire manœuvrer pour obtenir le fond et le dessin de l’étoffe; la disposition de ces parties est le montage du métier.
Le corps
Le corps se compose d’un certain nombre de maillons en verre, percés de plusieurs trous. Chacun de ces maillons est pendu à une corde verticale qu’on nomme arcade, laquelle. passe d’abord dans un trou de la planche à arcades; celle-ci est un plateau de bois horizontalement placé au-dessus de la chaîne, de la largeur du métier, et percé d’autant de trous que le dessin à exécuter exige de maillons. Après l’avoir traversée, la corde vient s’attacher à un crochet de la mécanique qui lui communiquera le mouvement nécessaire. Au-dessous de chaque maillon est attaché un poids en plomb destiné à tenir la corde tendue. Chaque fil de la chaîne passe dans un trou du maillon, lequel peut en recevoir jusqu’à dix ou douze suivant la délicatesse et la perfection que l’on veut donner aux traits et aux contours du dessin : c’est là ce qui détermine le nombre des maillons, qui varie de mille à plusieurs milles, toujours en supposant, comme nous l’avons fait en commençant, que l’étoffe dont nous nous occuperons doit avoir 60 centimètres de large.
Empoutage
La disposition des arcades dans les trous de la planche forme ce qu’on appelle l’empoutage. Elle est subordonnée au dessin à exécuter qui doit se faire à un ou plusieurs chemins, c’est-à-dire se représenter une ou plusieurs fois dans la largeur de l’étoffe.
Colletage
On appelle colletage la disposition dans laquelle les arcades, après avoir traversé la planche, viennent s’attacher aux crochets de la mécanique.
Appareillage
Comme il est important que les fils de la chaîne soient bien horizontalement placés, sans que l’un soit plus élevé que l’autre, on a soin d’aligner les maillons en allongeant les cordes de ceux qui sont trop haut et raccourcissant celles de ceux qui sont trop bas; c’est en cela que consiste l’appareillage.
Remisse
Quand la chaîne a été passée dans le corps, qui ne sert absolument qu’à former le dessin, il faut la passer dans les lisses qui lui font faire le fond de l’étoffe, ou le tissu proprement dit.
Une lisse se compose d’une lame horizontale en bois, qu’on nomme lisseron ou lamette, haute d’environ deux pouces et d’une longueur, proportionnée à la largeur de l’étoffé; sur le lisseron sont, à cheval, les mailles, boucles en cordonnet très fin, dans chacune desquelles doit passer un des fils de la chaîne. Ces mailles sont tenues dans une position verticale par un lisseron semblable à celui qui les porte, et auquel sont attachés des poids en plomb destinés à leur donner une tension égale. Elles sont ordinairement en soie pour les étoffes très fournies en chaîne, et en fil ou en coton pour celles qui le sont moins : la raison en est que plus il y a de fils dans une pièce, et, par conséquent, de mailles dans une lisse, plus le frottement est considérable, et que dans ce cas le fil ou le coton ne tarderait pas à former une bourre qui d’abord aurait l’inconvénient de grouper les fils entre eux, et ensuite de laisser un duvet dans l’étoffe qui ternirait l’éclat de la soie.
Le nombre des mailles de chaque lisse dépend du compte de chaînes ou nombre de fils qui la composent et du nombre des lisses, lequel dépend à son tour du tissu que l’on veut fabriquer. Si, par exemple, il s’agit d’un satin en 150 portées et qu’il faille 8 lisses, comme toutes les lisses doivent avoir le même nombre, de fils et que chaque maille ne doit contenir qu’un seul fil, on divise le nombre des fils par 8, ce qui donne 1500 fils, soit 1500 mailles sur chaque lisse, et l’on procède ainsi le premier fil est passé dans la première maille de la première lisse; le second, dans la première de la seconde; le troisième, dans celle de la troisième, et ainsi jusqu’au huitième. Le neuvième fil se passe dans la deuxième maille de la première lisse; le dixième, dans la deuxième de la deuxième lisse, et ainsi de suite par séries de 8 fils, jusqu’à la fin, en sorte que tous les premiers fils de chaque série de 8 se trouvent passés dans la première lisse, tous les seconds dans la deuxième, etc. Si le tissu ne comportait que cinq lisses, la division se ferait par 5, et les séries seraient également du nombre 5. La réunion des lisses formant un tissu se nomme corps de lisses.
II y a des étoffes qui, avec une seule chaîne, comportent plusieurs corps de lisses, afin d’avoir des effets de différents tissus, comme satin et gros de tour, par exemple. Les fils de la chaîne, après avoir été remis dans le premier corps, sont réunis ensuite dans le second; mais on comprend qu’il faille une grande combinaison dans la disposition de ce remettage pour que le travail d’un corps ne vienne pas contrarier celui de l’autre.
L’ensemble des corps de lisses d’un métier se nomme remisse.
Les lisses sont suspendues chacune à un crochet de la mécanique, qui a pour mission de les faire mouvoir de bas en haut pour celles qui doivent faire lever tes fils et qu’on nomme lisses de levée, et de haut en bas pour celles qui doivent les faire baisser et qui sont dites lisses de rabat.
Peigne
En sortant du remisse, le fil de chaîne n’a encore rien qui le retienne positivement à la place qu’il doit occuper précisément dans l’étoffe puisqu’il n’est encore retenu que par des mailles en soie et des maillons retenus eux-mêmes par de simples cordes. Le peigne remédiera à cela: c’est une espèce de râteau fermé des deux côtés ; les dents en sont formées par de petites lames d’acier parfaitement poli ; on comprendra combien qu’il faut qu’elles soient minces en même temps, puisque leur nombre peut s’élever jusqu’à 100 dans la longueur d’un pouce; il faut de plus qu’elles soient bien régulièrement espacées, puisque de cette régularité dépend celle des fils de la chaîne dans le tissu, où ils restent exactement à la place que le peigne leur assigne.
Chaque dent renferme un nombre de fils qui varie suivant les comptes de chaîne et de peigne.
Le peigne est maintenu à la hauteur de la pièce par le battant, auquel il est attaché. Le battant est un rectangle presque vertical, dont l’un des cotés est suspendu à la charpente supérieure du métier, de manière que le côté inférieur, dans lequel le peigne est enchâssé, puisse éprouver un mouvement de va et vient dans le sens longitudinal de la chaîne. C’est par ce mouvement que dans le tissage l’ouvrier serre les uns contre les autres les fils de la trame, à chaque coup de navette, en ramenant à lui le battant avec plus ou moins de force, selon l’étoffe qu’il fabrique. Il arrive quelquefois qu’on est obligé d’ajouter au battant des poids de 100,150 et 200 livres, pour aider l’ouvrier à réduire l’étoffe.
La chaîne, après avoir traversé le peigne, vient s’appliquer sur le rouleau de devant du métier, où on l’arrête par une verge dans une rainure, absolument de même qu’on l’a fait au pliage sur le rouleau de derrière, pour l’autre extrémité de la pièce c’est sur ce cylindre que se roulera l’étoffe à mesure qu’elle se fabriquera.
Le dessin
Pendant que les opérations que nous venons de décrire se font, souvent même avant qu’elles ne se fassent, on s’occupe de la préparation du dessin et des transformations qu’il doit subir pour pouvoir se reproduire mécaniquement sur l’étoffe. Ces travaux sont : la mise en carte, le lisage, le piquage et l’enlaçage.
Mise en carte
Mettre en carte un dessin, c’est le transporter sur un papier quadrillé, dans le genre de celui qu’on emploie pour la broderie. Les lignes verticales représentent chacune un maillon ou une corde du métier, et s’appellent cordes ; les lignes transversales figurent les passées de trame, et s’appellent coups.
Chaque croisement de ces lignes représente donc un point de l’étoffe. Si ce point doit faire partie du dessin, on le couvre de couleur sur la carte, et la réunion de tous ces points coloriés forme le dessin.
La proportion numérale des cordes et des coups est déterminée par le genre de l’étoffe et le degré de perfection et de fini qu’on veut lui donner. Pour certaines étoffes, les cordes sont plus nombreuses que les coups; pour d’autres, c’est le contraire: c’est cette proportion qui constitue la réduction.
La corde de la carte est beaucoup plus large que celle de l’étoffe, d’abord, que le dessinateur puisse bien combiner son dessin dans tous ses détails et en corriger les défauts; et ensuite, pour l’opération du lisage que nous verrons plus bas. Le dessin se trouve donc sur la carte, 2, 4, 5,10, 20 fois plus grand que l’esquisse ou l’étoffe, et plus l’étoffe doit être délicate ou réduite, plus la carte se trouve grande.
Lisage
Le nom de lisage s’applique à deux choses : l’opération de lire un dessin, et la machine sur laquelle on le lit. Le lisage machine (fig. 7) se compose de quatre piliers en bois hauts de 2 mètres environ, verticaux, et reliés en carré entre eux par des traverses latérales. Au sommet de deux des cotés, que nous appellerons le devant et le derrière du lisage, sont placés un certain nombre de rouleaux en bois horizontaux et parallèles entre eux ; à l’extrémité inférieure du lisage se trouve un tambour de 50 centimètres de diamètre, parallèle aux rouleaux supérieurs; les rouleaux et le tambour sont placés de manière à pouvoir tourner sur leurs axes. Des cordes sans fin, c’est-à-dire dont les deux bouts sont réunis, passent extérieurement sur ces rouleaux et sur le tambour, et sont maintenues dans une tension égale par de petits poids en plomb analogues à ceux du métier.
Sur le devant du lisage s’applique la carte à l’escalette, planchette fixée aux deux montants de devant du lisage, et vers laquelle on amène autant de cordes du lisage qu’il y en a dans la carte, de manière que les unes correspondent exactement aux autres.
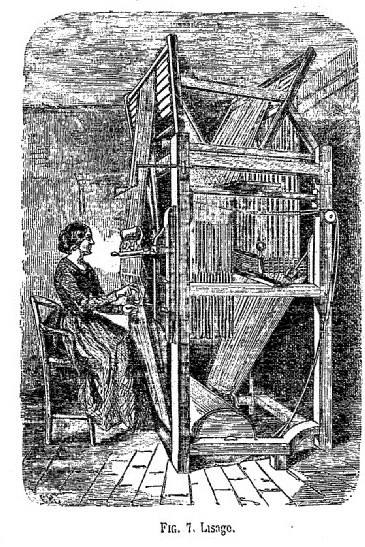
L’ouvrière, assise en face de l’escalette, suivant la première ligne horizontale ou coup de la carte, sépare avec ses doigts toutes les cordes du lisage correspondant à celles de la carte qui sont couvertes par le dessin, et fait passer derrière elle, en les croisant, une embarde ou corde flottante indépendante du lisage. Chaque embarde représente un coup de navette; on recommence autant de. fois qu’il y a de couleurs sur le même coup de la carte et la série de toutes les embardes d’un coup de la carte se nomme une passée. Quand une passée est finie, on opère de même pour la suivante, et ainsi jusqu’à ce que le dessin soit tout lu. En sorte que les embardes et les cordes du lisage sont croisées absolument comme les fils de la chaîne et la trame le seront dans l’étoffe.
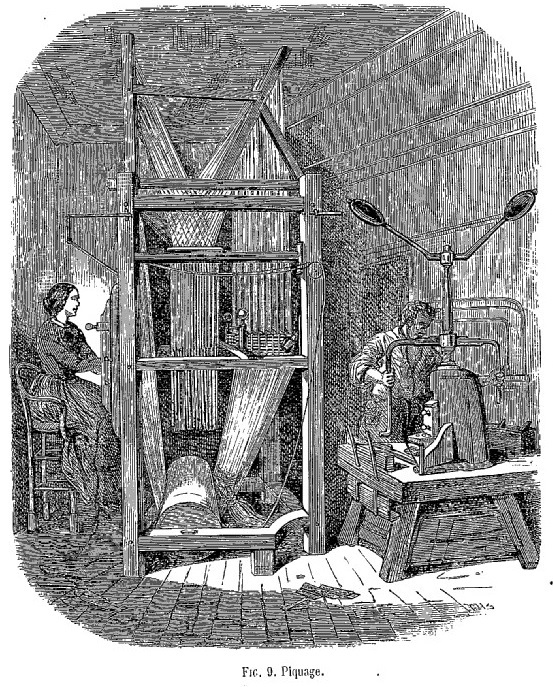
Piquage
Sur le lisage et à la place correspondante à celle qu’occupe l’escalette, sur le devant (fig. 8), est un plateau en métal percé d’autant de trous qu’il y a de cordes au lisage et qu’on nomme étui, parce que dans chacun de ces trous est un emporte-pièce en acier et mobile. La corde, après avoir quitté l’escalette, descend sous le tambour, remonte sur l’un des rouleaux supérieurs du derrière du lisage, traverse un anneau auquel est fixé le poids qui lui donne sa tension, et revient à l’escalette. Mais en remontant elle passe dans une aiguille horizontale dont l’une des extrémités arrive exactement à l’un des trous de l’étui, et par conséquent à un emporte-pièce. En sorte que si, étant placé derrière le lisage, on tire à soi l’une des cordes, elle amène une aiguille, laquelle à son tour chasse un emporte- pièce.
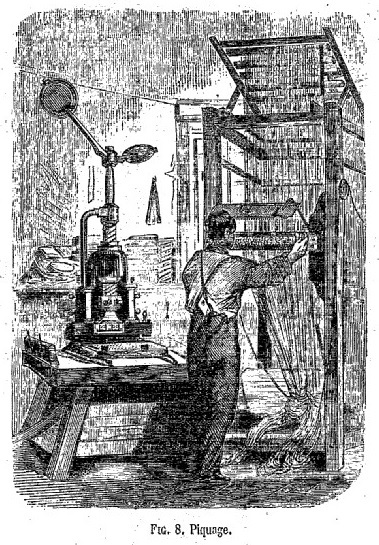
Ceci posé, le piqueur qui est placé derrière le lisage, après avoir amené de son côté, en les faisant glisser sous le tambour, les embardes pleines, prend la première par ses deux bouts, l’attire fortement à lui et avec elle toutes les cordes sous lesquelles elle passe, et par ce mouvement. chasse hors de leurs cases les emporte-pièces correspondants, qui sont reçus dans une plaque métallique de même grandeur, de même forme, et percée absolument de même que l’étui contre lequel elle est appliquée. Puis il porte cette plaque dans une presse en fonte (fig. 9), sur une bande de carton de même grandeur exactement; il donne un coup de presse, et le carton est percé d’autant de trous qu’il y a d’emporte-pièce, c’est-à-dire d’autant de trous qu’il y a de cordes couvertes de la même couleur sur le même coup de la carte. Il reporte la plaque et les emporte-pièce contre l’étui, dans lequel il les fait rentrer an moyen d’une troisième plaque hérissée d’aiguilles correspondant à tous les trous; enfin il enlève le carton de la presse pour le remplacer par un autre, et il recommence avec une autre embarde.
On comprend que chaque coup de trame exigeant un carton, la production d’un dessin en entraîne une très grande quantité; mais on ne se doute cependant pas que ce nombre s’élève à 10, 20, 30, 40 000 et quelquefois beaucoup plus. Ce sont d’énormes dépenses qu’accroîtrait considérablement la loi d’impôt sur les papiers et les cartons si elle devait s’appliquer, dépenses qui sont tout à fait perdues si le dessin a le malheur de ne pas réussir à la vente.
En 1836, un ouvrier imagina un nouveau mécanisme qui permettait la substitution du papier au carton ; un fabricant peu fortuné consentit à lui avancer l’argent nécessaire pour l’exécuter, à condition qu’il deviendrait lui-même le parrain de la nouvelle mécanique à laquelle il donnerait son nom. Elle fut, en effet, construite et montée dans un atelier où toute la fabrique fut convoquée à la voir fonctionner. Les avantages de ce nouveau métier étaient immenses; outre l’économie considérable qu’il présentait par la différence de prix du papier au carton, il en offrait encore d’autres, moindres, il est vrai, mais dignes cependant d’être mentionnées, sur le transport du dessin d’un atelier dans un autre, puisque l’ouvrier pouvait facilement porter sous son bras un dessin qui, lié aux cartons, aurait exigé une voiture attelée d’un cheval; sur le local où sont conservés les dessins, puisque le volume de ceux du nouveau métier égalait à peine la vingtième partie de celui des anciens; enfin la mécanique était bien moins volumineuse que la jacquard.
Malgré tous ces avantages, une seule maison, deux peut-être, consentirent à en faire l’essai. Comme toute invention dans son commencement, le nouveau mécanisme avait des imperfections que n’eût certainement pas manqué de corriger un peu plus de persévérance; mais, impuissant à soutenir une dépense qui dépassait ses prévisions, découragé par l’indifférence et par l’abandon dans lequel on le laissait malgré ses appels à la chambre du commerce, l’inventeur abandonna sa mécanique, qui fut bientôt perdue dans l’oubli.
Quels ne furent donc pas notre surprise et notre désappointement, lorsqu’à notre dernier voyage en Angleterre nous trouvâmes cette même mécanique fonctionnant dans l’un des nombreux ateliers de Londres. Elle était, nous dit-on, la récente invention d’un Écossais; et nous devons à la vérité d’ajouter que, pour comble de similitude avec la machine française, la machine anglaise avait précisément les mêmes défauts; ce qui n’empêchera pas cette mécanique de revenir en France, dans quelques années, comme une nouvelle production du génie mécanique de la nation anglaise à laquelle nous serons obligés d’aller la demander.
Enlaçage
Quand les cartons sont piqués, on les attache les uns aux autres, dans l’ordre ou ils doivent se présenter à la mécanique. Si les dessins sont grands, on les divise par paquets de mille cartons environ.
L’étoffe
Tissage
Tous ces préparatifs achevés, le métier monté et le dessin en place (fig. 10), le premier carton plaqué contre la mécanique, l’ouvrier se place sur une banquette, en face du rouleau de devant; puis, pressant de tout son poids une marche qui correspond à la mécanique, placée au-dessus du métier, il soulève cette dernière par un levier du premier genre, et avec elle les cordes, les maillons et par conséquent tous les fils qui, par l’ingénieux mécanisme de la jacquard, correspondent aux trous du carton. En même temps, d’une main, que nous supposerons la gauche, il repousse le battant, et de la droite il lance entre les fils qui sont levés et ceux qui sont restés à leur place la navette, que la main gauche reçoit pendant que la droite attire fortement à elle le battant, qui ramené ainsi la trame et serre les coups les uns contre les autres.
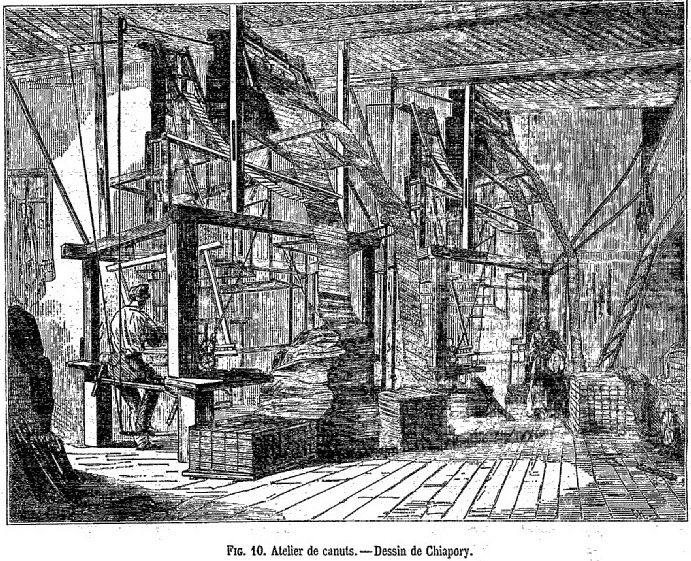
Tous ces mouvements se font avec une telle rapidité qu’on les dirait simultanés; il le faut bien, puisqu’il y a des ouvriers qui passent jusqu’à 12 000 coups de navette par jour. Quand ce premier coup est passé, l’ouvrier marche de nouveau, ce qui change le carton en même temps, et répète la même opération jusqu’à ce qu’il ait lancé toutes les navettes qui composent la passée, ou les couleurs d’un coup sur la carte. Alors il recommence, mais de gauche à droite, puisque toutes les navettes sont réunies du côté gauche.
Si l’on se rend bien compte de ce travail, on comprendra que la trame passe et est visible sur les fils qui ne travaillent pas ou restent en fonds, et sous ceux qui lèvent et qui correspondent aux trous des cartons. Or, comme ces trous correspondent eux-mêmes précisément aux points de la carte qui sont couverts par le dessin, il s’ensuit que l’endroit de l’étoffe se fait dessous, et que l’ouvrier ne voit que l’envers de l’étoffe qu’il fabrique.
Dans les étoffes qui doivent avoir un très grand nombre de couleurs ou, dont la destination ne comporte pas d’épaisseur, outre les grandes navettes dont nous venons de parler et qui font l’étoffe proprement dite, l’ouvrier en emploie qui ne travaillent absolument que dans le dessin. Ces navettes, qu’on appelle espolins ou boîtes sont fort petites (cinq à six centimètres de longueur), et comme il y en a autant que de couleurs, leur nombre est quelquefois considérable; dans les grandes étoffes pour tenture, il en est qui en exigent quarante à la fois. Qu’on juge du soin et de l’attention qu’il faut pour ne pas se tromper, en les prenant les unes pour les autres, à l’ouvrier qui n’a que la carte de son dessin pour se guider dans un ouvrage qu’il ne voit même pas.
Les étoffes fabriquées ainsi sont celles qu’on appelle espolinées ou brochées.
A mesure que l’étoffe se tisse, elle se roule naturellement sur le rouleau qui subit un mouvement de rotation sur lui-même, dont l’uniformité est maintenue par un engrenage nommé régulateur que fait marcher la mécanique.
Durant la fabrication, l’ouvrier a soin de remonder la chaîne, c’est-à-dire de la nettoyer, et d’enlever soigneusement les bouchons, les nœuds, la bourre., tout ce qui pourrait faire grouper les fils et l’empêcher de faire glisser les verges entre eux.
Des qu’un fil de la chaîne se casse, ce qui se reconnaît facilement au milieu des autres, l’ouvrier quitte sa banquette, le rhabille ou le raccommode, en ayant soin de le remettre exactement à sa place, sans le changer de maillon dans le corps, ni de maille dans le remisse, ni de dent de peigne; sans cette précaution il y aurait défaut sensible à l’étoffe.
Quand la pièce est achevée, l’ouvrier la rend au magasin, là elle est soigneusement examinée; toutes les taches sont enlevées, tous les défauts sont corrigés autant que possible, et on l’envoie à l’apprêt.
Apprêt
L’apprêt consiste à ajouter un nouvel éclat au brillant naturel de la soie, et à donner à l’étoffe un soutien qui la conserve parfaitement étendue dans tous les sens. Il se fait de plusieurs manières; voici le procédé le plus ordinaire (fig. 11).
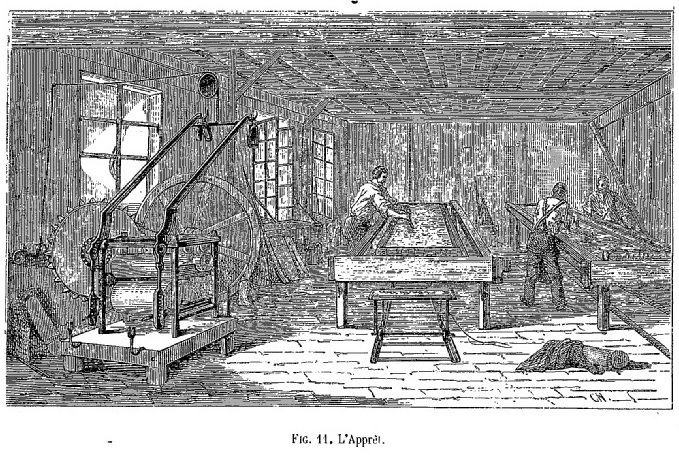
Deux rouleaux tournant sur leurs axes sont placés à hauteur d’appui, parallèlement, à quelques mètres de distance l’un de l’autre. Sur l’un de ces cylindres est roulée la pièce d’étoffe à apprêter, dont on amène une tête ou extrémité jusqu’à l’autre cylindre où elle est attachée au moyen d’une verge dans une rainure, comme pour le pliage; de manière que la partie comprise entre eux soit parfaite ment étendue, l’endroit dessous et.l’envers dessus. A terre est établi un petit chemin de fer qui va d’un cylindre à l’autre, et sur lequel roule un chariot contenant un réchaud rempli de charbons ardents. L’apprêteur répand sur l’envers de l’étoffe une gomme qu’il étend avec une lame métallique en couches aussi minces que possible; puis il amène le brasier sous la partie qui vient de recevoir la gomme; en sorte qu’elle sèche immédiatement avant d’avoir pu traverser l’étoffe, ce qui ferait des taches impossibles à enlever. A mesure qu’une longueur est ainsi gommée et bien séchée, elle se roule sur le second cylindre, et l’ouvrier recommence une nouvelle longueur, jusqu’à ce que toute la pièce soit enduite de gomme et bien séchée.
Si l’on s’en tenait là, l’étoffe serait raide et cassante comme du papier, soutenue par une couche semblable à de la colle sèche et friable ; pour l’adoucir et lui rendre un toucher moelleux, en la fait passer entre deux cylindres dont l’un est un métal chauffé.
Pour certaines étoffes, au lieu de les cylindrer, on les met en presse entre des feuilles de carton, où on les laisse vingt-quatre heures.
L’étoffe est alors complètement achevée.
Annexe
https://gallica.bnf.fr/ark:/12148/bpt6k6359239n/f120.item (pages 116-120)
Sources : Article publié dans la revue « Le Magasin Pittoresque » en 1855