Fabrication mécanique des tonneaux autrefois

Atelier de tonnellerie 1910
Le tonnelier est l’artisan qui confectionne et répare des tonneaux. Le métier de tonnelier est ancien et a très peu changé au cours des siècles.
Connu depuis l’Antiquité, le tonneau ou barrique était dans les usages. Mais on doit sa fonction de moyen de transport de marchandise plus tard aux Gaulois. Notamment pour leur fameuse cervoise. Répandue en Europe depuis plus de 2000 ans, cette invention gauloise servait d’abord à conserver des produits solides ou les salaisons. Par la suite, cet objet pratique et nécessaire a démontré tout son mérite dans la conservation de liquide. Et plus particulièrement afin d’assurer le vieillissement du vin, de la bière ou de l’alcool.
Profession qui avait son petit succès au Moyen-Âge, on va maintenant revenir sur le premier âge d’or du métier de tonnelier.
Initialement appelés « charpentiers de tonneau », car associés aux statuts des charpentiers, les maîtres tonneliers ou « barilliers » étaient déjà réunis en corporation au IXeme siècle. C’est finalement en 1398 qu’intervient la séparation entre ces deux corps de métier. Cette décision est la volonté de Charles VI et se voit ensuite confirmée en 1444 par Charles VII de France.
Par la même occasion, ce dernier octroie aux tonneliers barilliers le privilège de déchargeurs de vin. C’est-à-dire qu’ils étaient les seuls autorisés à débarquer le vin qui arrive par bateau. Au Moyen-Âge, il s’agissait ainsi d’une fonction décisive et intégrée au sein de l’économie.
Leurs fabrications étaient nombreuses et essentielles, allant des baquets aux barils en passant par les seaux, les hottes et bien sûr les tonneaux.
De plus à cette période, les rois disposaient de leurs propres tonneliers. Lesquels devaient entretenir les barils et les récipients contenant la mesure d’un muid de vin. Mais en plus de ça, ils occupaient une autre fonction historiquement avérée du règne de Charlemagne à celui de saint Louis. Il s’agit de la fonction d’échanson, qui les chargeait de servir à boire à la table d’un roi.
Fabrication mécanique des tonneaux en 1900
C’est une industrie née d’hier, un peu spéciale sans doute, mais très intéressante tout de même, que celle de la fabrication mécanique des tonneaux. On trouve, dans une revue technique étrangère, de curieux renseignements sur cette industrie qui a pris, depuis quelques années, aux États-Unis et principalement en Allemagne, un développement caractéristique. On fait connaître, en termes aussi simples que possible, les diverses phases de la fabrication d’un tonneau, au début du XXe siècle. Si élémentaire que paraisse, aux yeux d’un profane, la construction d’une futaille, il y faut néanmoins tout un attirail assez compliqué. Quoique l’automatisme des machines et l’ingéniosité des inventeurs semblent se jouer des problèmes les plus difficiles, on n’a pas encore découvert l’appareil qui découpe et rabote les douves, arrondit les fonds, place les cercles et fait l’assemblage des différentes pièces tout ensemble.
Les diverses opérations sont donc faites par un certain nombre d’appareils, qui peuvent au besoin étire actionnés par un unique moteur de six chevaux, à gaz ou à pétrole.
Le premier est une scie à ruban d’un modèle spécial. Elle est pourvue d’un volant en acier, permettant de couper les bois les plus noueux et de débiter, en les dédoublant, les planches de grande épaisseur. La scie à ruban sert également à raccourcir les douves et à préparer les fonds avec une rapidité qui tient du prodige.
Une deuxième machine automatique, munie de plusieurs arbres porte-outils, creuse d’abord puis rabote les douves dont l’avancement, sous le travail des couteaux, se fait au moyen d’une chaîne sans fin.
Deux autres machines vont être employées pour confectionner les fonçailles (lamelles de bois utilisées pour les fonds de tonneau) et les fonds. Grace à elles, les planchettes, déjà découpées par la scie, sont dressées, jointées, arrondies et biseautées en moins de temps qu’il n’en faut pour l’écrire.
Et tout cela, sans que l’ouvrier ait, en quelque sorte, à. intervenir. Des rouleaux, des chaînes, des leviers entraînent, comme guidés par une main invisible, le bois qui, peu à peu, s’assouplit et se façonne, sous la morsure de l’outil.
Reste maintenant à assembler les pièces, à la genèse desquelles on vient d’assister, de manière à constituer un tonneau digne de ce nom. Ce sera la besogne du dernier appareil, le plus curieux évidemment de la série, qui parachève l’œuvre en posant autour du fût les cercles destinés à le consolider.
On donne une vue d’ensemble d’une de ces machines perfectionnées (photo) , telles que les construit une maison de Hambourg, dont c’est la spécialité.
Cette fois, on doit faire appel à la force hydraulique afin d’obtenir la pression nécessaire. Il y a grand avantage, en effet, cela se conçoit,d’ailleurs, à ce que les cercles de travail, surtout ceux des tonneaux où peut se produire une fermentation active, soient montés avec la plus forte pression possible. On a donc été amené à construire des machines donnant jusqu’à quarante-cinq mille kilogrammes; celle qui est reproduite atteint ce chiffre formidable.
Il est, du reste, absolument nécessaire, si l’on vient à réfléchir que l’opération du montage des cercles non seulement donne au tonneau sa forme définitive, mais encore en assure la parfaite étanchéité; de plus, le cylindre presseur permet d’obtenir un serrage progressif, mathématique pour ainsi dire, et des fûts exactement pareils dans toutes leurs parties.
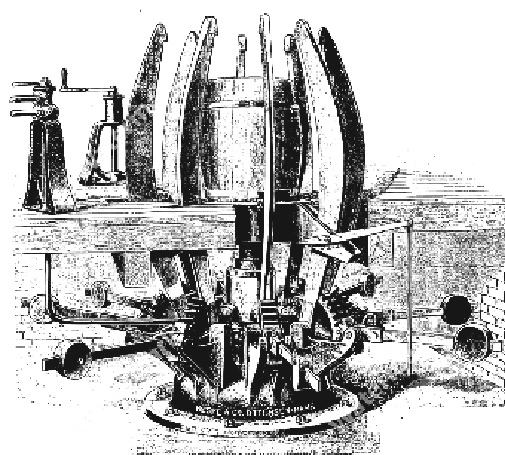
Machine pour la fabrication des tonneaux
La machine est disposée de telle façon que la table du cylindre, sur laquelle l’ouvrier monte la carcasse de tonneau, se trouve affleurer au niveau du sol. Les griffes, au nombre de huit, sont équilibrées au moyen d’autant de leviers que l’on peut voir sous le plancher et qui entourent la presse hydraulique.
En réglant, avec les différents robinets commandant l’arrivée de l’eau à la pompe, les mouvements des leviers et de la table, on arrive à placer tous les cercles de travail en quelques minutes à peine. Un fort coup de pression, et voilà terminée la futaille…
D’autres appareils, non moins ingénieux mais d’une utilité moins directe, ont été combinés pour jointer et jabler (creuser une rainure aux extrémités des douves d’un tonneau pour y encastrer les fonds les douves), cisailler et percer les cercles, affûter les divers outils des machines que l’on vient de décrire. Ainsi un simple moteur de quelques chevaux suffit à les faire mouvoir, ensemble ou séparément, suivant les besoins de la fabrication.
D’après des calculs précis, une installation mécanique complète permet de livrer jusqu’à cent tonneaux par journée de dix heures. C’est, avec moitié moins d’ouvriers, le quadruple de ce que produit une fabrique équivalente où le travail se fait à la main.
Actuellement, alors qu’en Allemagne, en Autriche, en Angleterre et surtout aux États-Unis, il existe des centaines de tonnelleries mécaniques, on n’en voit encore qu’une vingtaine chez nous. Et pourtant, la France dont les grands crus sont appréciés sur les tables du monde entier, ne devrait-elle pas avoir, dans une industrie aussi étroitement liée à son développement vinicole, la première place?
Quoi qu’il ra soit, sans vouloir envisager d’aucune manière le côté commercial de la question, on ne peut s’empêcher de constater, une fois de plus combien le machinisme tend à supplanter la main-d’œuvre de l’artisan, ce dernier étant peu à peu évincé, ou devant se contenter du rôle d’instrument auxiliaire de l’appareil. A présent, que ne fabrique-t-on pas à la machine, depuis les allumettes et les bottines jusqu’aux futailles ! Et l’on se demande si vraiment cette surproduction intensive n’aura pas, tôt ou tard, des conséquences économiques et sociales d’une exceptionnelle gravité.
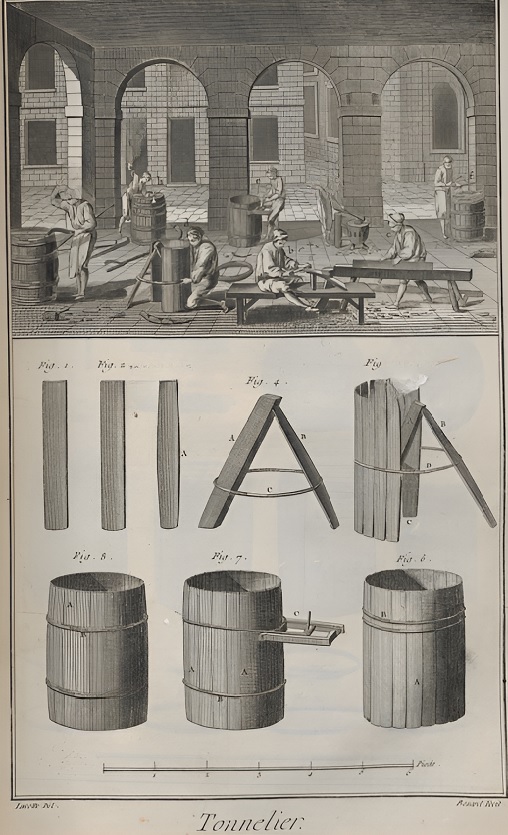
Tonnelier au XVIIIe siècle – Photo extraite de L’Encyclopédie ou Dictionnaire raisonné des sciences, des arts et des métiers est une encyclopédie française Diderot – d’Alembert
Tonnelier au XVIIIe siècle
Texte extrait de L’Encyclopédie Diderot – d’Alembert
Le tonnelier est l’artisan qui fait, relie, et vend des tonneaux, c’est-à-dire toutes sortes de vaisseaux de bois, reliés de cerceaux avec de l’osier, et propres à contenir des liqueurs ou marchandises ; tels sont les tonnes, cuves, cuviers, muids, futailles, barils, etc. Les tonneliers montent aussi et relient toutes sortes de cuves et autres vaisseaux reliés de cerceaux de fer. Ce sont encore eux qui descendent les vins, cidres, bières, etc. dans les caves des bourgeois et des marchands de vin. Enfin il n’y a qu’eux qui aient droit de décharger sur les ports les vins qui arrivent par eau, et de les sortir des bateaux.
Les tonneliers forment à Paris une communauté nombreuse, et prennent la qualité de maîtres tonneliers déchargeurs de vins.
Leurs statuts sont fort anciens, et leur furent donnés sous le regne de Charles VII. Charles VIII. les augmenta, et François Ier les confirma en 1538.
Ces statuts furent augmentés et dressés de nouveau en vingt-un articles, et confirmés en 1566, par Charles IX. on en ajouta deux autres sous Henri III. qui furent enregistrés en parlement en 1577.
Henri IV. en 1599, Louis XIII. en 1637, et Louis XIV. en 1651, leur donnèrent aussi des lettres de confirmation, qui furent enregistrées au parlement, au châtelet, et à l’hôtel-de-ville.
Suivant ces statuts, la communauté doit être régie par quatre jurés, dont on en élit deux tous les ans ; ce sont eux qui font les visites, enregistrent les brevets, donnent le chef-d’œuvre, et reçoivent les maîtres.
L’apprentissage est de six ans, après lequel l’aspirant doit faire chef-d’œuvre, pour être admis à la maîtrise.
Les tonneliers ne peuvent entreprendre aucun ouvrage de tonnellerie chez les bourgeois, que ce ne soit pour mettre le vin de leur cru.
Il n’y a que les tonneliers qui aient le droit de fabriquer et de louer des cuves à baigner, ou des cuviers à faire lessive.
Les compagnons ne peuvent entrer chez aucun maître, qu’ils n’aient fini leur temps chez l’ancien maître.
Il est défendu aux tonneliers de faire aucune futailles, qu’elle ne soit de la jauge prescrite par l’ordonnance, suivant la qualité de la pièce.
Les matières que les tonneliers emploient dans les ouvrages de leur métier, sont des planches de chêne et de sapin pour les grandes cuves et les cuviers ; le merrain (bois de chêne) pour les futailles ; les cerceaux, qui sont ordinairement de châtaigner, de frêine, ou de bouleau ; et enfin l’osier pour lier et arrêter les cerceaux.
Les outils dont se servent les tonneliers sont la jabloire, les planes plates, courbes, et rondes ; la bondonnière, le compas, la doloire, le barroir, le tiretoir, le maillet, la colombe, le chevalet, l’essette, le tranchet, le sergent ou le chien, la chienne, la serpe, le paroir, l’utinet, le bastissoir, la scie ordinaire, la scie à main, le rabot, le clouet, le compas ordinaire, et le barril à scier. Ils ont aussi le hacquet, le moulinet, et deux sortes de poulains pour descendre les vins en cave.
Voici la manière dont les tonneliers s’y prennent pour monter une futaille neuve. Quand leurs douves sont préparées, ils prennent le bâtissoir, y posent une douve en dedans qu’ils y assujettissent, en les serrant l’un et l’autre avec un compas ordinaire ; ensuite ils placent toutes les douves les unes après les autres, jusqu’à ce qu’ils aient garni tout le tour du bâtissoir ; cela fait, ils passent un cerceau qu’ils font glisser depuis le haut jusqu’en-bas des douves ; et si les douves ont trop de peine à se joindre par en-bas, ils font un feu de copeau par terre, en-dedans du tonneau, ce qui resserre le dedans des douves, et les dispose à se rapprocher ; dans cet état on glisse un cerceau jusqu’en-bas, pour contenir les douves et les empêcher de se désassembler : ensuite on en fait passer un autre plus serré afin de les approcher de plus en plus, jusqu’à ce qu’il n’y ait plus aucun jour entre les douves ; cela fait, on fait entrer sur les douves une plus grande quantité de cerceaux, pour assujettir entièrement la futaille : après quoi on fait avec la bondonniere le trou destiné à recevoir le bondon. La futaille ainsi montée, on plane et on pare avec les planes courbes et rondes, et avec le paroir, le dedans des douves, et on égalise des deux côtés les bords de ces douves avec l’essette : cela fait on forme avec la jabloire une rainure appelée le jable, dans laquelle doivent entrer les pièces du fond : lorsque le jable est formé, on prend le compas de bois que l’on ouvre de six points, c’est-à-dire d’une ouverture qui répétée six fois, équivaudrait à la circonférence de l’ouverture du tonneau, à l’endroit du jable. Cette opération faite, on arrange les unes auprès des autres les douves destinées à faire le fond, et fixant une des pointes du compas à-peu-près au milieu, on trace un cercle avec l’autre pointe : cette ligne que trace le compas, marque la forme que doivent avoir ces douves : pour lors on les dégrossit avec la serpe, c’est-à-dire on en ôte le bois superflu ; mais comme il faut que les pièces du fond entrent dans le jable de plus d’une ligne, on diminue avec la plane le bord des douves du fond qui doit entrer dans le jable ; dans cet état, on met le fond au tonneau, en commençant par une des plus petites douves, et continuant de suite jusqu’à la dernière ; ensuite pour unir et arranger bien ces douves les unes auprès des autres, on frappe dessus avec l’utinet : cela fait, on achève de garnir le tonneau de tous les cerceaux qu’il doit avoir. Il faut remarquer par rapport aux cerceaux,le premier qu’on place est le plus proche du bondon : on l’appelle le premier en bouge: ensuite on met le collet et le sous-collet, qui sont les troisième et quatrième cerceaux, à compter depuis le peigne en allant vers le bondon : après cela on met les cerceaux intermédiaires entre les collets et le premier en bouge : on place après cela le sommier immédiatement sur le jable, et on finit par celui qui est sur le peigne, qui se nomme le talus. Dans cet état, le tonneau est parfait, et il ne s’agit plus que d’y appliquer la barre en-travers des douves des fonds : pour cet effet on perce avec le barroir des trous pour placer les chevilles qui doivent retenir la barre : on pose la barre et on enfonce par-dessus, avec un maillet, des chevilles de bois dans les trous.
Outre les futailles, tonneaux, muids, quarteaux, barrils, et autres pièces de tonnellerie à deux fonds, les tonneliers fabriquent aussi des cuves, cuviers, tinettes, baquets, etc. qui n’ont qu’un fond.