La fabrication des premiers timbres-poste en France
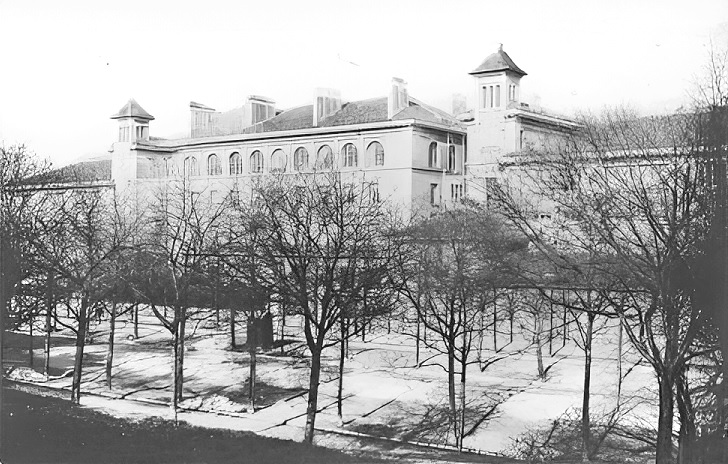
Imprimerie des timbres-poste – boulevard Brune – Paris – au XIXe siècle
Longtemps, le timbre a été considéré sans intérêt dans l’exécution du service. C’est pourquoi son emploi effectif et général n’apparaît en France qu’au 1er janvier 1849.
Cette vignette imprimée, petit carré de papier illustré et colorié, vendu par l’administration des Postes, que l’on colle sur une lettre, un colis sert à l’ affranchir.
Ce le timbre-poste, savez-vous comment on le fabrique?
Boulevard. Brune, aux portes de Montrouge, devant les fortifications, sont installés les nouveaux ateliers. Ces bâtiments de construction récente , — il y a un an (1897), à peine, qu’ils sont terminés s’étendent sur une longueur de cent mètres et occupent par derrière de vastes terrains qui sont en partie inutilisés. Cet immeuble, dont l’approche est défendue par une grille qui n’a rien de rébarbatif, est composé d’un bâtiment central, d’aspect élégant et léger, avec des fenêtres hautes, un balcon, un perron, qui lui donnent les apparences d’un petit hôtel particulier, soigneusement entretenu. C’est là que se trouvent les bureaux de l’Administration, tandis qu’à droite et à gauche, en d’immenses bâtisses, construites en briques, sont établis les ateliers des timbres-poste et des télégraphes. Du rez-de-chaussée à l’étage supérieur, cet énorme bâtiment qui, au point de vue architectural, n’offre d’ailleurs aucun intérêt particulier, en ce sens qu’il ne se différencie pas des constructions analogues.
Les immeubles destinés à des exploitations industrielles qui ont été édités à Paris depuis dix ans, sont presque tous en effet disposés sur le même plan. Très spacieux, très éclairés, très aérés, ils présentent toutes les garanties désirables au point de vue de l’hygiène et de la facilité du travail.
L’atelier des timbres-poste est un vaste hall d’une hauteur de trois étages couvert d’une toiture vitrée qui est d’ailleurs l’unique issue par où pénètre l’air et la lumière. Le jour tombe d’aplomb et éclaire admirablement la salle des machines située au rez-de-chaussée et les deux galeries circulaires qui composent les deux étages du bâtiment.
Cette disposition des lieux offre un avantage considérable il permet une surveillance prompte et facile. De tous les coins, en effet, l’œil embrasse l’étendue des locaux. Il suffit au chef de l’atelier de sortir de son cabinet, situé dans la première galerie, pour se rendre compte, en l’espace d’une seconde, de ce qui se fait du rez-de-chaussée à l’étage supérieur, et de juger de l’activité des deux cent cinquante ouvriers et ouvrières qui composent son personnel.
Plusieurs choses m’ont surpris dans cette visite . D’abord la très pratique installation des machines, l’admirable utilisation des locaux au point de vue de la rapidité des communications, puis le perfectionnement vraiment prodigieux de certains appareils dont on parlera. Mais on ne peut s’empêcher de constater, que le timbre-poste présente des difficultés de fabrication qu’on n’aurait peut-être pas aplanies, étant donnée l’importance des commandes, si l’art de la mécanique n’avait pas, surtout depuis vingt ans, réalisé des prodiges d’ingéniosité et de vitesse. Il serait fou de croire qu’on fait un timbre-poste comme une image d’Épinal par exemple.
Au rez-de-chaussée, devant une machine servie par trois hommes; c’est la première opération qui commence. De larges feuilles blanches de papier coquille disparaissent dans les engrenages et reviennent légèrement teintées. Ce fond de couleur qui est donné au papier destiné à la fabrication des timbres, sert surtout à empêcher, au cours des opérations subséquentes, le report lithographique; il diffère aussi pour chaque genre de timbre. Le timbre de 15 centimes, seul, est fait avec un papier sans teinture préalable ; le fond de couleur est remplacé par un quadrillé blanc, obtenu à l’aide d’une encre blanche préservatrice. La machine qui sert à ce premier travail est une presse en blanc qui fournit un travail considérable.
Puis, cette opération terminée, vient celle de l’impression qui se fait sur une machine à platine qui fonctionne comme une machine à bras, et qui, avec une pression unique, imprime en même temps deux qualités de timbres. Une machine, servie par quatre hommes, qui confectionne, d’un côté les timbres à 15 centimes, et de l’autre les timbres à 5 centimes. Il y a deux formes, composées chacune de six clichés de trois cents figurines. La feuille de papier arrive sur ces tables et du coup trois cents timbres à 5 centimes (coloriage vert) et trois cents timbres à 15 centimes (coloriage bleu) se trouvent faits. En dix heures chaque machine de ce genre fournit six mille huit cents feuilles de trois cents timbres.
Les deux opérations décrites, se font au rez-de-chaussée. Voilà donc une feuille de papier préalablement teintée, sur laquelle sont reproduits trois cents timbres. Elle va être expédiée maintenant au troisième étage où elle sera gommée et séchée.
L’appareil qui sert à cette troisième opération est une machine, qui est très grande, sert à gommer et à sécher les feuilles de timbres. L’opération du gommage se fait mécaniquement à une extrémité de la machine, sous la surveillance de deux ouvriers; puis, quand la feuille est gommée, elle est saisie par une tringle garnie de pinces qui la conduit dans un séchoir mécanique où elle se trouve entraînée sur un parcours de 120 mètres environ entre une série de ventilateurs qui lui permettent de sortir complètement sèche de l’appareil.
Deux enfants sont chargés de recevoir les feuilles à l’extrémité du séchoir, où elles se présentent coupées en deux parties égales de 150 figurines chacune. Il y a ainsi des centaines de feuilles constamment en marche, et les ouvriers qui les recueillent n’ont pas une seconde d’inactivité. Et la perfection de ce travail est admirable. La feuille qui part, enduite de gomme fraîche, d’un bout de la machine, arrive absolument sèche à l’autre bout, et cela se réalise en quelques minutes à l’aide de ventilateurs!
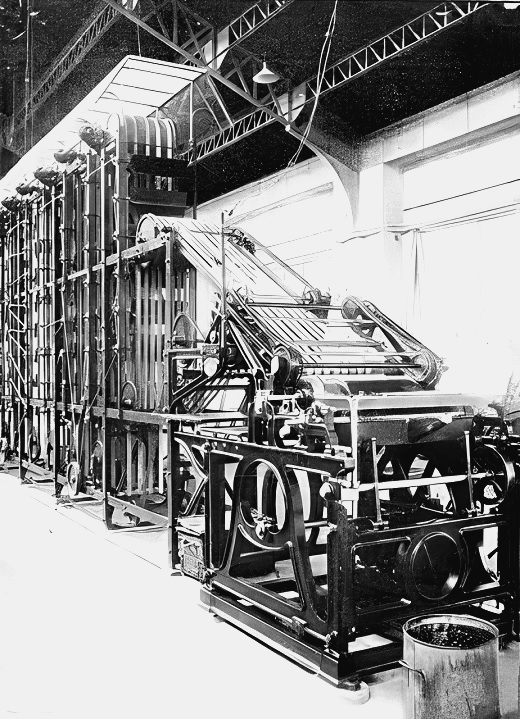
Le séchoir. (photo : bourseducollectionneur.com/les-timbres-poste-francais)
Un appareil à peu près semblable fonctionne pour les cartes-lettres.
Voilà donc une feuille de timbres qui est teintée, imprimée, gommée et séchée. Il ne reste plus maintenant que l’opération du perforage ; au rez-de-chaussée devant la machine qui, entre chaque timbre, creusera ces petits trous qui servent à les détacher facilement et rapidement les uns des autres. Cela se fait très simplement à l’aide d’une machine servie par des gamins; cent feuilles sont perforées à la fois. Et nous avons enfin une feuille de timbres terminée, prête à être livrée aux bureaux de tabac.
Machine à gommer les cartes-lettres
Voilà comment on fait un timbre-poste ! Faut-il ajouter que toutes les matières premières, encres, clichés, rouleaux sont fabriquées aussi, là-bas, dans des ateliers spéciaux.
Se trouve aussi l’atelier du clichage qui se fait par les procédés usités partout et qui n’offrent par conséquent aucune particularité; l’atelier des réparations mécaniques ; l’atelier du lavage des rouleaux; la salle de « coulerie » des rouleaux ; puis les deux machines qui actionnent : l’une les ateliers des timbres, l’autre les ateliers du télégraphe. Elle ont chacune une puissance de 150 chevaux. Tous les monte-charges sont protégés; ils sont dans des cages fermées à clef et qu’un homme garde ; toutes les machines sont garanties par un voile de fil de fer; et toutes les transmissions sont dissimulées en terre ou sous les plafonds.
L’atelier du boulevard Brune fabriquait les timbres de France, des Colonies, de l’Éthiopie, de Monaco, de la Tunisie, sans compter les timbres commémoratifs de Grèce, et qu’elle en fournissait près de 1 milliard 500 millions par an, avec le concours d’un personnel très restreint en somme : deux cent cinquante ouvriers des deux sexes, bien rétribués d’ailleurs, puisque les hommes gagnent jusqu’à 11 francs par jour, et les femmes employées à la vérification des comptes, jusqu’à 50 centimes de l’heure, soit en moyenne de 4 à 5 francs par jour. Dans ces ateliers où tout se fait mécaniquement, depuis l’opération la plus compliquée jusqu’à la plus simple, le pliage des cartes-lettres ou le reliage des carnets de mandats ! L’assemblage des feuilles de mandats-poste pour former des carnets de 200 de ces formules, se fait au moyen d’une table tournante tout récemment installée. Elle évite la fatigue au personnel et facilite une plus grande production.

Les « pointilleurs »
Il n’y a que trois ans que les ateliers du boulevard Brune existent; et ils étaient inconnus du public. Il n’était donc pas sans intérêt de dévoiler les mystères de la fabrication de notre timbre national, cette minuscule vignette qui court le monde, messager de bonnes et de mauvaises nouvelles, et qui va presque toujours échouer dans l’album des collectionneurs.
Et depuis ?
Le 1er janvier 1849, le premier timbre-poste voit officiellement le jour en France. Cette décision prise par un décret-loi du 24 d’août 1848 précipite l’administration des finances dont dépend alors l’administration des Postes pour organiser un nouveau service, adopter un dessin, trouver un graveur pour réaliser la gravure du poinçon mais, avant tout, pour créer un atelier qui n’existait pas jusque-là. Pour assurer cette impression en grand nombre, la fabrication est placée sous le contrôle de la Commission des Monnaies et Médailles dépendant également des Finances. La fabrication des clichés du premier timbre au profil de Cérès, dessiné et gravé par Jacques-Jean Barre est confiée à Anatole Hulot, spécialiste de galvanoplastie. Le tirage est confié à l’imprimeur Tacquin dont les ateliers sont aménagés à l’Hôtel des Monnaies. Anatole Hulot deviendra ultérieurement directeur de la fabrication des timbres-poste.
Les premiers timbres sont imprimés en typographie à plat, et pendant le transfert de la fabrication de la Monnaie à Bordeaux, lors du Siège de Paris pendant la guerre de 1870-1871, en lithographie.
En 1875, l’administration des Postes demande à la Banque de France de procéder à l’impression des timbres-poste à partir du 1er janvier 1876.
En 1880, l’administration des Postes rachète le matériel d’imprimerie et se voit confier la totalité de la production des timbres fiscaux et de diverses valeurs fiduciaires, pour le compte de la Direction générale des impôts et de quelques administrations étrangères francophones ainsi que l’impression du papier timbré sur demande du ministère de la Justice.
L’impression en taille-douce a été introduite à l’atelier en 1927, grâce au crédit mis à disposition par la caisse autonome d’amortissement (impression à plat). Le premier timbre imprimé en taille-douce rotative est, en 1929, » Le Port de La Rochelle « . La typographie reste cependant la méthode la plus utilisée pour les timbres d’usage courant. Pendant près de quarante ans, l’atelier sous-traitera les impressions en héliogravure à l’industrie privée.
Vers 1950, l’atelier parisien fabrique environ 3 500 millions de timbres en feuille. Dans les années 1990 l’ITVF en produit autant mais la fabrication de carnets de timbres est de 100 millions par an tandis que celle des figurines autocollantes de 150 millions.
Mais avec l’arrivée de nouvelles technologies et notamment de l’impression en héliogravure, un nouveau transfert de l’imprimerie est décidé en 1968. L’implantation est réalisée dans la zone industrielle de Boulazac près de Périgueux (Dordogne). L’ouverture a lieu le 5 juin 1970 et un changement de nom l’accompagne. » L’Imprimerie des Timbres-poste » devient, en 1973, » Imprimerie des Timbres-poste et des Valeurs Fiduciaires » désormais connue sous le sigle ITVF.
En 1977, l’imprimerie acquiert une rotative offset quatre couleurs pour imprimer les notices philatéliques accompagnant les émissions de timbres de France et d’Andorre. À partir de 1984, grâce à un second équipement offset, les premiers timbres imprimés dans cette technique verront le jour.
En 1983, le Service philatélique de la Poste s’installe à Périgueux sur décision du ministre des Postes, Louis Mexandeau. Ce service est chargé des commandes philatéliques et du service d’abonnement aux timbres-poste de France, des notices philatéliques et de leur diffusion.
En 1989, l’imprimerie est intégrée comme unité de production dans le Service national des Timbres-poste et de la Philatélie (SNTP), chargé de la gestion des émissions philatéliques de la Poste française.
En mars 2006, alors que le SNTP devient Phil@poste, l’Imprimerie prend le nom de » Phil@poste-Boulazac « .
Inutile de dire que l’imprimerie est considérée dans les années 1980 comme un fleuron de la technique d’impression française. Aujourd’hui, elle est équipée de près de soixante-dix machines allant de la clicherie au façonnage, en passant par l’impression qui se décline aujourd’hui en trois modes : la taille-douce, l’offset et l’héliogravure. L’intégration de tous les stades de fabrication du timbre est l’un des atouts majeurs de l’imprimerie. Les procédés de fabrication des timbres décrits ici sont les mêmes que pour l’estampe : on retrouve la typographie ; la taille-douce ; la lithographie ; l’héliogravure et l’offset En relief ou en creux, sur rotative ou à plat, le timbre connaît toutes les techniques d’impression. Si l’imprimerie a suivi l’évolution des procédés technologiques jusqu’à être à la pointe de l’innovation, la technologie, le savoir-faire et les techniques anciennes sont encore à la base du métier d’imprimeur. En revanche, si la typographie et la lithographie ont progressivement laissé la place à l’héliogravure et l’offset, la traditionnelle taille-douce, bien que moins présente que dans les années 1980 durant lesquels 90 % des timbres étaient gravés en creux, s’est installée durablement et a encore de beaux jours devant elle soutenue fortement par une association de dessinateurs et graveurs Art du timbre gravé, créée en 2005.